14. 3. ШИНИРОВАНИЕ ПОДВИЖНЫХ ЗУБОВ ПРИ ГЗП СОВРЕМЕННЫМИ АДГЕЗИВНЫМИ ТЕХНОЛОГИЯМИ ¦
Успешное лечение ГЗП в значительной степени зависит от своевременной иммобилизации (шинирования) подвижных зубов I-II степени, а нередко и II-III степени. Шинирование зубов создает оптимальные условия для жевательной функции, способствует перераспределению травмирующего жевательного давления в адекватно воспринимающую функциональную нагрузку. Одновременно предохраняется ослабленный пародонт от повышенных нагрузок, так как распределяется равномерно жевательная нагрузка на зубные ряды. Оптимизация функциональной нагрузки улучшает трофику пораженных тканей пародонта.
За последние десятилетия предложено целый ряд методик шинирования подвижных зубов.
Пародонтальное шинирование подвергалось реформациям, в основном, в сфере материаловедения. Известны методики связывания подвижных зубов в единый блок леской, проволочной лигатурой; позже стали применять композитные светоотверждаемые материалы, наносимые поверх лигатур.
В современной пародонтологической практике для шинирования подвижных зубов стали применять арматуры - адгезивные технологии с высокой силой сцепления, которые пропитываются светоотверждаемым жидким композитом, образовывая арматуру, жесткий каркас.
В качестве арматур - адгез- зивных систем используют два вида материалов:
-
 на основе неорганической матрицы - стекловолокна - “GlasSpan”(производитель
на основе неорганической матрицы - стекловолокна - “GlasSpan”(производитель
“GlasSpan”, США) (рис. 1) и “Fiber Splint” (производитель “Polydentia”, Швейцария) (рис.2).
- на основе органической матрицы - полиэтилена - “Ribbond” (производитель - “Ribbond”, США) (рис.З) и “Connect” (производитель - “Kerr", США).
Риббонд, как и другие адгезивные технологии, применяется в нашей клинике для шинирования подвижных зубов.
Раскроем физико-химические и технические аспекты риббонда как материала, раньше других применяемого в отечественной пародонтологии.
Риббонд представляет собой волокнистый полимерный материал, изготовленный из сверхпрочного, высокоориентированного полиэтилена, обладающего биосовместимостью. Подобные волокна применяют для изготовления искусственных бедерных и коленных суставов, в технике - при изготовлении космических кораблей, подводных лодок. Риббонд - высокомодульный материал, модуль упругости этого полимерного материала в 2,5 раза превышает показатель стекла и всего на 1/6 меньше модуля упругости нержавеющей стали.
Линейное удлинение риббонда - 2,8%, водопоглащение - не менее 1%, температура плавления - 147°С. Риббонд по химическим свойствам инертен и способен к сохранению структуры в экстремальных условиях. Волокна риббонда отличаяются высоким свето- поглощением, превосходя в 20 раз стекло и графит. Риббонд
пластичен, что позволяет его хорошую адаптацию к поверхности зубов, закрепленную в межзубных промежутках (С. Д. Арутюнов,
Н. А. Борисов, Т. Ф. Косырева, 1997).
Риббонд для пародонтологической цели выпускается в виде лент (рис.З) изысканного плетения шириной 2, 3, 4 и 9 мм при толщине 0,4 мм.
 Оригинальная технология риббонда позволяет: воспроизводить рельеф зуба, включая апрокси- мальные его поверхности, обеспечивать хорошую адаптацию, создать жесткий каркас - перераспре- делитель жевательной нагрузки.
Оригинальная технология риббонда позволяет: воспроизводить рельеф зуба, включая апрокси- мальные его поверхности, обеспечивать хорошую адаптацию, создать жесткий каркас - перераспре- делитель жевательной нагрузки.
Певерхность волокнистого полимерного материала риббонда технологически обработана с образованием многочисленных пор (до 85% по объему), что максимально увеличивает площадь контакта с бондинговой системой и химическую связь с твердыми тканями зуба и композитами, акриловыми пластмассами.
Риббонд имеет некоторые недостатки, так, при резании он разволокняется и, чтобы избежать этого, следует пользоваться специальными ножницами или бондинговать участок разреза и фотополимеризировать, что предотвращает отклеивание по границам ленты.
Риббонду присущи высокие светопроницаемость и прозрачность, что позволяет достичь хорошего косметического эффекта при шинировании, адаптируя материал к цветовой гамме зубов и композитов. Прозрачность материала позволяет применять светоотверждаемые композиты и материалы двойного преломления. Композит должен обладать более высокой прочностью на сжатие, чем на изгиб.
Шины из риббонда с композитом изготавливаются прямым (внутриротовым) и косвенным (внеротовым) способами. Прямой метод имеет преимущества, так как шина изготовляется непосредственно в полости рта в одно посещение.
Преимуществами непрямого (лабораторного) метода являются:
- легкость и хороший доступ к поверхности зубов на рабочей
модели;
- комфортное, без напряжения изготовление шины;
- сокращение рабочего времени врача, т. к. шина изготовляется зубным техником;
- доскональная полимеризация и полировка шины.
Шинированию адгезивными технологиями предшествуют
традиционные этапы местного лечения пародонтита или пародонтоза: удаление над- и поддесневого камня, антибактериальная и противовоспалительная терапия, кюретаж пародонтальных карманов или их обработка аппаратурными инструментами-скалерами, применение средств стимулирующих репаративные процессы.
Заметим, что прочность адгезивной конструкции в значительной степени будет зависеть от рационального препарирования зубов подлежащих шинированию.
Прямой метод шинирования подвижных зубов с применением риббонда состоит из следующих этапов.
-
 Подготовительный этап: удаление зубного налета внутриротовым микро- пескоструйным аппаратом или крупнопетлистым алмазным бором. Апрокси- мальные поверхности очищаются штрипсами. Обработка зубов абразивной пастой, не содержащей фтор (например Pro- phi pasta) (рис.4).
Подготовительный этап: удаление зубного налета внутриротовым микро- пескоструйным аппаратом или крупнопетлистым алмазным бором. Апрокси- мальные поверхности очищаются штрипсами. Обработка зубов абразивной пастой, не содержащей фтор (например Pro- phi pasta) (рис.4). - Препарирование зубов, подлежащих шинированию, увеличение площади опорной зоны эмали: создание паза, чтобы шина сравнялась с поверхностью зуба; уплощение экватора. Когда зуб неправильно расположен или шатается, паз формируется в режущем крае в пределах эмали, для выравнивания шины.
- Определение длины будущей шины, подготовка Риббонда. Группу шинируемых зубов, при необходимости, пришлифовывают в окклюзии, стабилизируют подвижные зубы в нужном положении, плотно прикрепляя композитный материал к интерпроксимальной
масти наружной поверхности этих зубов (соблюдать правила работы с композитами).
Рекомендуется выполнять работы в полости рта без верхнего хирургического света, соблюдая сухость полости рта, используя ‘‘Рабер Дам” или слюноотсос.
 Удерживая зубы в желаемом положении, замеряется необходимая длина Риббонда с помощью мягкой алюминиевой фольги (2 мм), входящей в состав Риббонда. Фольга размещается в межзубных промежутках гладилкой так, чтобы она повторяла все Рис- 5 контуры шинируемых
Удерживая зубы в желаемом положении, замеряется необходимая длина Риббонда с помощью мягкой алюминиевой фольги (2 мм), входящей в состав Риббонда. Фольга размещается в межзубных промежутках гладилкой так, чтобы она повторяла все Рис- 5 контуры шинируемых
зубов (рис.5).
- По длине полоска фольги не должна доходить проксимальных поверхностей зубов крайних в группе шинируемых, а по ширине - максимально покрывать поверхность шинируемого зуба от уровня шейки до границы окклюзионного контакта с антагонистами.
 Извлекают из упаковки Риббонд с помощью двух пинцетов. Запрещается прикасаться к Риббонду руками или резиновыми (латексными) перчатками во избежание попадания на материал влаги, жира и талька. Отрезается кусок ленты Риббонда в соответствии с подготовленной полоской фольги с помощью специальных ножниц,
Извлекают из упаковки Риббонд с помощью двух пинцетов. Запрещается прикасаться к Риббонду руками или резиновыми (латексными) перчатками во избежание попадания на материал влаги, жира и талька. Отрезается кусок ленты Риббонда в соответствии с подготовленной полоской фольги с помощью специальных ножниц,
Участок Риббонда, подлежащий отрезанию,обрабатывается бондом и свето- отверждается во избежание разволокнения конца ленты. Помещается отрезанный кусок Риббонда на чистую плитку - до применения.
- Подготовка зубов, подлежащих шинированию, к бондингу. Контрольная очистка зубов, межзубных промежутков. Шинируемые, контактные поверхности зубов протравливаются гелем (60 сек.)
 (рис.7), промываются (50
(рис.7), промываются (50
Рис. 7 сек.), просушиваются,
 наносится тонкий слой ненаполненного бондин- гового адгезита (рис.8) и отверждается (рис.9).
наносится тонкий слой ненаполненного бондин- гового адгезита (рис.8) и отверждается (рис.9).
- Подготовка Риббонда к бондингу. На чистой стеклянной поверхности отрезанный кусок Риббонда
 Рис. 8 смачивают ненаполненным
Рис. 8 смачивают ненаполненным
бондом (например оптибондом фирмы“Кегг”), выжидается, пока лента пропитается бондом. Излишки бонда удаляют салфеткой (нельзя марлей - оставляются волокна). После обработки ленты Риббонда бондом можно проводить Рис. 9 обычное моделирование
 пальцами.
пальцами.
- Нанесение композитной массы. Нанесение в межзубные промежутки лингвальных и апроксимальных поверхностей шинируемых зубов резцового микро- гибридного композита (на
пример, Herculite, Revolutio фирмы “Kerr”, Prodidgy), лучше при помощи шприца (рис. 10).
Заметим, что композит прозрачных и светлых оттенков отверждается быстрее и лучше, чем темный. Поскольку прочностные характеристики важнее эстетических, рекомендуется применение резцового слоя композита.
- Адаптация Риббонда на подготовленные поверхности шинируемых зубов - важнейший этап шинирования, который определяет срок службы конструкции. Смоченный бондом (повторно) кусок ленты Риббонда вдавливают в предварительно нанесенный слой композита при помощи пальцев и моделировочного инструмента. При этом придерживается один конец Риббонда пальцем и тщательно проталкивается в межзубные промежутки на уровне контактной площади. Продвигается палец на один зуб каждый раз, придавливая уже наложенный Риббонд.
Продолжается проталкивание Риббонда в межзубные пространства, пока вся шина не будет плотно прикреплена к зубам. Особое внимание уделяется адаптации Риббонда в апроксимальных участках и по краям Риббонда (рис. 11).
- Наложение порции композита, полностью закрывающей арматуру, формирование и просвечивание композита.
 (рис. 12).
(рис. 12).
Прикрепив Риббонд, удаляются излишки композитной массы. На концы шины наносится немного композита, чтобы не было острых краев, сглаживается поверхность шины на десневой и резцовой границах шины. Шина придавливается пальцами, убеждаясь, что она плотно прилегает к зубам.
Просвечивается шина с язычной и губной сторон. Каждый зуб полимеризуется 30-40 секунд.
- Нанесение сглаживающего слоя текучей композитной массы на поверхность шины. Вводятся клинышки, слегка смазанные вазелином, между зубами, чтобы предотвратить затекание композита в межзубные промежутки. Тонкий слой гибридной композитной массы наносится на шину, проводится разравнивание ее по поверхности шины пальцем в перчатке, смоченным в ненаполненном бондинговом адгезиве. После добавления сглаживающего слоя излишки композита, который вытек в межзубные промежутки, удаляются. Проводится повторное светоотверждение по вышеуказанной методике.
-
 Проверка окклюзии, обработка и полировка. Удаляются излишки композита. Риббонд-шина, покрытая композитом полируется с помощью финишных боров, резинок, дисков и щеток, импрегнирован- ных полировочной пастой Рис. 13 (рис. 13).
Проверка окклюзии, обработка и полировка. Удаляются излишки композита. Риббонд-шина, покрытая композитом полируется с помощью финишных боров, резинок, дисков и щеток, импрегнирован- ных полировочной пастой Рис. 13 (рис. 13).
Заметим, что Риббонд не очень хорошо полируется, следует избегать задевания волокон Риббонда.
В случае, если во время полировки обнажаются волокна Риббонда, видимые волокна обрезают ножницами или алмазным бором и дополнительно покрывают композитом.
Изготовленная адгезивная шина должна сохранять прежние контуры опорных зубов, не контактировать с десной и создавать возможности для дальнейшего лечения пораженных тканей пародонта.
Следует рекомендовать пациентам проходить профилактические осмотры, с целью своевременной коррекции адгезивной конструкции.
Накопленный опыт свидетельствует, что изготовление пародонтальной шины при пародонтите и пародонтозе показывает хорошие результаты на протяжении 1,5-2 лет. Потому шинирование Риббондом можно рассматривать как вид постоянного шинирования.
Лучшие результаты при изготовлении пародонтальной шины из Риббонда на язычной стороне нижних фронтальных зубов.
. Некоторые трудности создания пародонтальной шины на боковых зубах. Оральное приклеивание ленты Риббонда к боковым нижним зубам, уменьшая пространство для языка, плохо переносят больные. Небное приклеивание Риббонда к верхним боковым зубам со значительным поражением пародонта сопровождается отклеиванием шины. Для профилактики таких осложнений С. Д. Арутюнов, Н. А. Борисов, Т. Ф. Косырева (1997) рекомендуют изготовлять пародонтальную шину на боковых зубах с приклеиванием ленты Риббонда в продольной фиссуре с предварительным препарированием, углублением фиссуры на глубину до 1 мм.
Шинирование подвижных зубов материалом Фибер-Сплинт. Фибер-Сплинт и Фибер-Сплинт МЛ (фирма “Интердент”, Швейцария) представляет собой ленту из сверхтонкого стекловолокна, прошедшего специальную обработку (рис. 2). После пропитки Фибер-Сплинта светоотверждаемым бондинговым агентом и последующей фотополимеризации образуется сверхпрочный каркас - пародонтальная шина.
Фибер-Сплинт МЛ - это 6 слоев Фибер-Сплинта, наложенных один на другой и прошитых стеклянной нитью. Употребляется для создания прочных конструкций за сравнительно короткое время.
Благодаря микроволновой структуре Фибер-Сплинт и Фибер- Сплинт МЛ легко режутся обычными ножницами и хорошо адаптиру
ются к неровностям зубного ряда и интердентальным промежуткам.
Описанная техника изготовления пародонтальной шины из Риббонда, в основном, применима и к таковой из Фибер-Сплинта. Однако работа с Фибер-Сплинтом МЛ (шестислойный Фибер-Сплинт) имеет некоторые отличительные стороны, потому считаем возможным привести технику в полном объеме.
Техника работы с Фибер-Сплинт МЛ
- Очистить зубы, подлежащие стабилизации, от зубного камня и обработать их не содержащей фтор абразивной пастой (например, Prophi paste). Изолировать рабочее поле от слюны.
- Протравка лингвальных и апроксимальных поверхностей, используя гель на основе ортофосфорной кислоты (например, Acid Etch gel) в течение 60 секунд. Смыв кислоты в течении 50 секунд, затем тщательное осушивание рабочего поля.
- Нанесение тонкого слоя бондинга (Фибер-Бонд входит в состав комплекта) и распределение его слегка потоком воздуха. Если зубы слишком подвижны, их необходимо зафиксировать в нужном положении нанесением Фибер-Бонда в интердентальные промежутки с последующим фотоотверждением.
- Отмеривается необходимая длина Фибер-Сплинта МЛ с помощью мерного зонда либо с помощью мягкой алюминиевой фольги, накладываемой на место предполагаемой шины. Отрезается одна полоска необходимой длины Фибер-Сплинта МЛ.
На чистой стеклянной поверхности смачивается Фибер- Сплинт МЛ бондингом, выжидается необходимое время для того, чтобы лента полностью пропиталась жидкостью. Затем удаляется избыток бондинга с помощью салфетки.
- Наносится пропитанная лента на протравленную и обработанную бондингом поверхность шинируемых зубов. Между лентой и зубной поверхностью не должно оставаться воздушных пузырьков. Шаг за шагом полимеризуются интердентальные участки, каждый раз стараясь ввести шинирующую ленту как можно глубже с помощью тонкой гладилки либо шпателя.
В конце работы можно добиться усиления шинирующей конструкции путем дополнительного нанесение небольших кусочков Фибер-Сплинта МЛ на необходимые участки. С помощью небольших отрезков Фибер-Сплинта МЛ можно создать любое количество “межзубных мостиков". В целях упрочнения и окончательной отделки
шинирующей конструкции наносится покрытие из композита низкой вязкости либо смешивается композит с бондингом до получения сметанообразной массы и получения смеси, которая наносится на шинирующий лубок. Этим значительно облегчается финальное полирование конструкции и значительно увеличивается ее прочность.
Применение GlasSpan и Aelitflo при шинировании зубов.
GlasSpan - это система гибких шнуров и лент различной толщины и диаметра, подкрепленная керамическими волокнами. Имеет свойство химически и механически связываться с композитами и пластмассами. Aelitflo (“Bisco”) является композитным текучим материалом с улучшенными физическими и биохимическими свойствами, эстетичен, устойчив к стираемости, способен поли- меризоваться, цветостабилен.
Сочетание этих двух материалов обеспечивает простоту изготовления пародонтальной шины.
Техника шинирования в соответствии с инструкцией:
- 1. Материал GlasSpan осторожно извлекается из стеклянного
пузырька и быстро закрывается. Для предотвращения растрепывания нельзя обрезать GlasSpan, который не покрыт экстемпорально смолой. Покрытый материал смолой отрезается и выбрасывается длиной 5 мм от рабочего конца для предотвращения попадания защитной закрепки в окончательную структуру. Отрезается нужная по длине полоска GlasSpan, ограничивая отмеренный участок и смачивая адгезивом. Светополимеризуются и разрезаются волокна в этой области острыми ножницами.
- Обрабатывается хэндибластером поверхность зубов, подлежащих шинированию, обязательно очистить межпроксимальные поверхности, протравить в течении 15 сек и смочить адгезивом.
- Смачивается отрезанная полоска GlasSpan адгезивом, но не полимеризуется.
- Вводятся клинышки, слегка смазанные вазелином, между зубами, чтобы предотвратить затекание композита в область десневых амбразур.
- Выдавливается небольшое количество Aelitflo на поверхность связуемых зубов и накладывается полоска GlasSpan сверху, тщательно адаптируя к поверхности зубов с вдавливанием между ними (воспользуйтесь тонкой рыболовной леской). Введите отрезки между зубами и выведите кончики вперед в губном
направлении. Натяните все петли через полоску материала одновременно или поочередно, прижимая ленточку GlasSpan к зубам.
- Светополимеризуйте. Удалите клинышки, обработайте излишки и отполируйте доступным способом.
 Для проведения адгезивных технологий при шинировании подвижных зубов рекомендуются следующие материалы.
Для проведения адгезивных технологий при шинировании подвижных зубов рекомендуются следующие материалы.
- Адгезивные системы для начального бондинга отпрепарированной шинируемой поверхности эмали: Single Bond,
Рис. 14 Scothbond МР Plus (ЗМ),
Jen-Bond и др.
-
 Чистые смолы без наполнителя для фиксации материала в местах разреза и для первого покрытия с целью максимального пропитывания структуры гибких керамических волокон: Scotch bond Resin Cement и Opal
Чистые смолы без наполнителя для фиксации материала в местах разреза и для первого покрытия с целью максимального пропитывания структуры гибких керамических волокон: Scotch bond Resin Cement и Opal
Рис. 15 Indirect Porcelain System
 (3M), Jen-Flo, Revolution и ДР-
(3M), Jen-Flo, Revolution и ДР-
- Для создания окончательной структуры рекомендуется светоотверждаемые гибридные композиты и микрофилы: Valux Plus, Silux Plus, Silux Masking Agent (ЗМ) и др. Необходимо заметить, что
Рис. 16 анализируя инструктивные
материалы по применению современных технологий шинирования подвижных зубов, мы считали практически важным для внедрения
в пародонтальную практику привести поэтапные иллюстрированные данные, высоко оцененные нами и потому позаимствованные, из проведенных глубоких исследований А. В. Акулович, и Л. Ю. Ореховой (1999). При этом сохране- Рис. 17 на нумерация иллюстраций
 приводимая авторами. Важны для практики и некоторые аспекты совершенствования технологий А. В. Акулович и Л. Ю. Ореховой, на которых мы специально остановимся.
приводимая авторами. Важны для практики и некоторые аспекты совершенствования технологий А. В. Акулович и Л. Ю. Ореховой, на которых мы специально остановимся.
Шинирование подвижных зубов имеет особенности при хроническом генерализованном пародонтите легкой, средней и тяжелой степени (I, II, III степени).
 Первая клиническая ситуация - шинирование нижних фронтальных зубов с I степенью подвижности рационально проводить без специального препарирования зубов для увеличения площади опорной зоны, соблюдая все дальнейшие этапы в соответствии с ин- Рис. 18 струкцией.
Первая клиническая ситуация - шинирование нижних фронтальных зубов с I степенью подвижности рационально проводить без специального препарирования зубов для увеличения площади опорной зоны, соблюдая все дальнейшие этапы в соответствии с ин- Рис. 18 струкцией.
 Вторая клиническая ситуация : передние зубы с II-III степенью подвижности (рис. 14). В этой ситуации для обеспечения лучшей иммобилизации создается алмазным шаровидным бором пропил бороздка глубиной 1 - Рис. 19 1,5 мм на оральной сторо
Вторая клиническая ситуация : передние зубы с II-III степенью подвижности (рис. 14). В этой ситуации для обеспечения лучшей иммобилизации создается алмазным шаровидным бором пропил бороздка глубиной 1 - Рис. 19 1,5 мм на оральной сторо
не зубов, в которую адаптируется арматура (рис. 15-18). При вари-
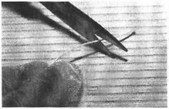
анте с бороздкой рациональнее применять арматуру H3"G!asSpan”,которая выпускается в виде полого жгутика. На отмеренный участок жгутика наносится капля бонда, светополи- меризуется (19-21), а затем в этом месте отре- Рис. 20 зается обычными ножни
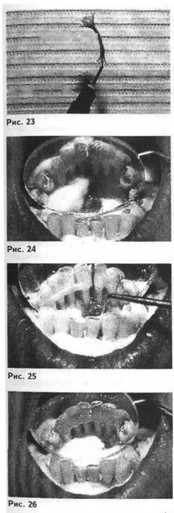
 цами (рис. 22), что предупреждает разволокнение жгутика. Особенность работы со жгутиками является то, что он предварительно заполняется текучим композиционным материалом (рис.23), лучше специальными насадками- канюлями, что удобно для Рис. 21 этих целей. Остальные
цами (рис. 22), что предупреждает разволокнение жгутика. Особенность работы со жгутиками является то, что он предварительно заполняется текучим композиционным материалом (рис.23), лучше специальными насадками- канюлями, что удобно для Рис. 21 этих целей. Остальные
 этапы сохраняются как указано выше (рис. 24-27).
этапы сохраняются как указано выше (рис. 24-27).
Адаптация адгезивной ленты на поверхности зубов - важный этап шинирования, который определяет срок службы конструкции.
Различают две методики адаптации ленты:
Рис. 22 * адаптация сто
матологической гладилкой или зондом на поверхности одного зуба и одного межзубного промежутка, после чего проводится короткое (на 1-2 сек) засвечивание для “схватывания”композита, не заходя на соседний участок. И так проводится адаптация ко всем зубам, участвующим в шине;
- пропускается отрезок лески или флосса между каждым зубом, а затем, собрав все концы в одну прядь, проводится их натягивание, после чего адаптируется лента, покрывается текучим композитом и светоотвержда- ется.
 Третий клинический вариант - шинирование боковых зубов всегда проводится с предварительным созданием бороздок в фиссурах жевательных зубов во избежание завышения прикуса и для лучшей фиксации шины. Одновременно при этом нивелируются глубокие фиссуры и кариозные дефекты (рис. 28-32).
Третий клинический вариант - шинирование боковых зубов всегда проводится с предварительным созданием бороздок в фиссурах жевательных зубов во избежание завышения прикуса и для лучшей фиксации шины. Одновременно при этом нивелируются глубокие фиссуры и кариозные дефекты (рис. 28-32).
Как отмечают А. В. Акулович, Л. Ю. Орехова
- , использование клиньев перед внесением жидкого композита не является обязательным, а лучше работать аккуратно.
Шина, изготовленная при различных вариантах должна сохранять от- крытими межзубные промежутки для соблюдения полноценной гигиены и проведения местного лечения. Клинические наблюдения А. В. Акулович, Л. Ю. Оре
ховой (1999) показывают, что полиэтиленовые шины обладают лучшей адгезией за счет специальной плазменной обработки - активации и лучше пропитываются композитом, что создает с полиэтиленовой лентой единый блок. Вместе с тем, ленты, изготовленные на основе стекловолокна, не требуют дополнительных аксессуаров в работе (специальные ножницы, хлопчатобумажные перчатки), а также они лучше биосов- местимы с тканями, так как состоят из биоинертного стекла, а не из пластика. Для эффективного шинирования хорошо использовать светоотверждаемый текучий композит(рис. 10)- “Revolution” (производитель - “Eamp;D”, США), “Aelit- flo" (производитель - “Bis- со”, США).



 Пародонтальное шинирование нуждается в высоком уровне соблюдения правил личной гигиены, так как адгезивная конструкция, как бы идеально не была бы она изготовлена, является дополнительным фактором ретенции для зубной бляшки. Особенностью гигиенического ухода за шиной являются ис
Пародонтальное шинирование нуждается в высоком уровне соблюдения правил личной гигиены, так как адгезивная конструкция, как бы идеально не была бы она изготовлена, является дополнительным фактором ретенции для зубной бляшки. Особенностью гигиенического ухода за шиной являются использование суперфлоссов либо ершиков.

 Итак, пародонталь- ное шинирование с применением современных арматур на основе стекловолокна или полиэтилена отличаются эстетичностью конструкции, одномоментнос- тью изготовления и относительно упрощенной технологией, что позволяет рекомендовать адгезивные конструкции для широкой пародонтологической практике.
Итак, пародонталь- ное шинирование с применением современных арматур на основе стекловолокна или полиэтилена отличаются эстетичностью конструкции, одномоментнос- тью изготовления и относительно упрощенной технологией, что позволяет рекомендовать адгезивные конструкции для широкой пародонтологической практике.
Источник: Вишняк Г. Н., «Генерализованные заболевания пародонта (пародонтоз, пародонтит)» 1999
А так же в разделе «14. 3. ШИНИРОВАНИЕ ПОДВИЖНЫХ ЗУБОВ ПРИ ГЗП СОВРЕМЕННЫМИ АДГЕЗИВНЫМИ ТЕХНОЛОГИЯМИ ¦ »
- 12.1. АНТИБАКТЕРИАЛЬНАЯ ТЕРАПИЯ
- 12. 2. СОРБЦИОННАЯ ДЕТОКСИКАЦИЯ БОЛЬНЫХ ГЗП
- 12. 3. НОВЫЕ СРЕДСТВА АНТИОКСИДАНТНОГО И РАДИОПРОТЕКТОРНОГО ДЕЙСТВИЯ ДЛЯ ПАТОГЕНЕТИЧЕСКОГО ЛЕЧЕНИЯ БОЛЬНЫХ ГЗП
- 12. 4. ИММУНОКОРРЕКТОРЫ ПРИ ЛЕЧЕНИИ ГЗП
- 12. 5. КОРРЕКЦИЯ МЕТАБОЛИЧЕСКИХ НАРУШЕНИЙ
- 6. ДЕСЕНСИБИЛИЗИРУЮЩАЯ ТЕРАПИЯ
- КОМПЛЕКСНАЯ ОСТЕОТРОПНАЯ ТЕРАПИЯ ГЗП
- 14. СИМПТОМАТИЧЕСКАЯ, ЛОКАЛЬНАЯ, ТЕРАПИЯ ГЗП С ПРИМЕНЕНИЕМ СОВРЕМЕННЫХ ТЕХНОЛОГИЙ
- 1. ЗУБНОЙ НАЛЕТ, МЕТОДЫ УДАЛЕНИЯ И ПРОФИЛАКТИКИ
- 14. 2. ИЗБИРАТЕЛЬНОЕ ПРИШЛИФОВЫВАНИЕ ЗУБОВ ПРИ ОККЛЮЗИОННЫХ НАРУШЕНИЯХ
- 14. 4. ЛЕЧЕНИЕ ПАРОДОНТАЛЬНЫХ КАРМАНОВ С ИСПОЛЬЗОВАНИЕМ УЛЬТРАЗВУКОВЫХ ИНСТРУМЕНТОВ-СКАЛЕРОВ
- 14. 5. ПРИМЕНЕНИЕ ГИДРОКСИАПАТИТА ДЛЯ ЛЕЧЕНИЯ ПАРОДОНТАЛЬНЫХ И КОСТНЫХ КАРМАНОВ
- 14. 6. ПЕРСПЕКТИВЫ ПРИМЕНЕНИЯ МЕМБРАН НАПРАВЛЕННОЙ ТКАНЕВОЙ РЕГЕНЕРАЦИИ ДЛЯ ЛЕЧЕНИЯ ЗАБОЛЕВАНИЙ ПАРОДОНТА
- ЗАКЛЮЧЕНИЕ