Д. Изготовление коронок зубов прямым методом по А.Е.Степанову 30.07.85. Бюллетень 28 А.Е. Степанов
АВТОРСКОЕ СВИДЕТЕЛЬСТВО СССР № 914050, кл. А 61 С 9/00, 1980.
УСТРОЙСТВО А.Е. СТЕПАНОВА ДЛЯ СНЯТИЯ ОТТИСКА
С ЗУБОВ
Формула изобретения. Устройство для снятия оттиска с зубов, содержащее небную и вестибулярную пластинки, отличающее с я тем, что, с целью повышения точности получения оттисков и расширения функциональных возможностей, каждая из пластинок снабжена жестко соединенными с ней ручками и двумя боковыми стенками треугольной формы с перемычками для удержания сле- почного материала, причем небная и вестибулярная пластинки соединены между собой с помощью шарнира, в одной из ручек выполнен вырез, а на другой — соответствующий вырезу выступ.
СЛЕПОЧНАЯ ЛОЖКА-КЮВЕТА ДЛЯ ИЗГОТОВЛЕНИЯ ОДИНОЧНЫХ КОРОНОК ПРЯМЫМ МЕТОДОМ по А.Е. СТЕПАНОВУ
Предистория появления изобретения. В то время, во второй половине восьмидесятых годов, автор изобретения обучался на втором или третьем курсе ММСИ. Среди студентов прошел слух, что один из ординаторов предложил ведущему специалисту в области ортопедии раскрыть методику, которая сокращает этапы изготовления коронок, но за это просил утвердить тему кандидатской диссертации и оказать помощь в ее защите. Дело в том, что этот ординатор (или слушатель ВУФ) был родом из селения потомственных ювелиров, секреты мастерства которых передавались из поколения в поколение. Наши специалисты не пошли ему навстречу, и он увез тайну новой методики изготовления коронок с собой. Был ли это прямой метод или какой-то другой, но автору предлагаемого изобретения эта мысль усовершенствования не давала покоя ни днем, ни ночью. Только после того, как были освоены азы ортопедии, закончен институт, к автору пришло решение этой задачи.
Состояние проблемы. Изготовление вкладок прямым методом осуществлялось в течение длительного времени. Вкладки изготавливали из металлических сплавов, фарфора, пластмассы, композитных материалов и других пломбировочных компонентов. В предварительно изготовленной вкладке снижен коэффициент усадки при ее фиксации, повышены ее физические и химические свойства от затвердевания в благоприятных условиях под давлением. Многие авторы стремились расширить возможности использования прямого метода при изготовлении различных конструкций микропротезов, включая облицовку вкладки. Наиболее прогрессивным и существенным было описание изготовления полукоронки прямым методом (М.С.Липец, 1995). Методики изготовления одиночных коронок прямым методом в известной научной литературе мы не встречали.
Целью изобретения является создание устройства и методики для изготовления одиночных коронок прямым методом, минуя стадию модели.
Эта цель достигается тем, что слепочная ложка является и кюветой, причем наружная и внутренняя форма коронки изготавливается непосредственно в оттиске. Таким образом, в оттиске формируется наружная форма коронки.
На фигуре 1 изображено устройство для снятия оттиска с зубов: на фигуре 2 — съемный замок: на фигуре 3 — крышка устройства для снятия оттиска с зубов. Устройство для снятия оттиска с зубов содержит небную 1 и вестибулярную 2 пластинки с жестко соединенными с каждой из них соответственно ручками Зи4и двумя боковыми стенками 5 треугольной формы с перемычками бдля удержания слепочного материала. Пластинки 1 и 2 соединены между собой с помощью шарнира 7. В ручке 4 выполнен вырез 8, а в ручке 3 — соответствующий вырезу 8 выступ 9. Для фиксации пластинок 1 и 2 в рабочем положении устройство снабжено съемным замком 10 и крышкой 11. в средней части которой закреплен усеченный конусовидный элемент 12.
Внутреннюю форму будущей коронки зуба формируют следующим образом. Сначала выравнивают поверхность оттиска, затем ее смазывают вазелином или другим разделительным компонентом, замешивают гипс и заливают его во внутреннее углубление восковой коронки, закрывают крышкой с отверстиями и конусовидным элементом с насечками так, чтобы конусовидный элемент входил во внутреннее углубление восковой коронки. После схватывания гипса крышка с застывшим на ней гипсом, копирующим внутреннюю часть восковой коронки, легко снимается, воск выплавляется с помощью горячей воды или воздуха и заменяется пластмассой, после чего закрывают устройство крышкой и осуществляют процесс формования и полимеризации. В дальнейшем пластмассовую коронку припасовывают и фиксируют на зуб известными методами.
На рисунке 3 представлена сравнительная характеристика изготовления пластмассовых коронок горячей полимеризацией известными методами и горячей полимеризацией с помощью прямого метода, причем преимущества прямого метода очевидны. Недостатком прямого метода является моделирование восковой коронки в полости рта, но ведь для этого моделирования можно использовать целлулоидный колпачок со слегка разогретым воском. П редда гае-
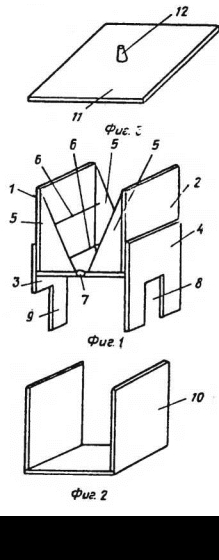
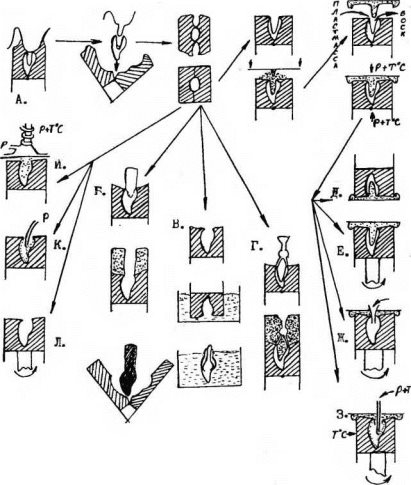
Рис. 50
Многообразие способов изготовления колпачков, штампика, ко-
ронок по оттиску, минуя стадию изготовления модели в слепоч-
ной ложке-кювете А.Е. Степанова (объяснение в тексте).
мый способ изготовления пластмассовых коронок прямым методом с помощью горячей полимеризации позволяет исключить этап выполнения модели, что значительно упрощает технологический процесс, экономит слепочный материал до 98%, на 1/3 сокращает время изготовления коронки.
При дальнейшем исследовании проблемы прямого метода было выявлено, что этим методом можно изготавливать не только пластмассовые коронки, но и изготавливать штампик для штамповки коронок, осуществлять литье, гальванопластику не только в оттиске в неподвижном состоянии, но и в приспособлении по типу центрифуги, позволяющей изготавливать пластмассовые, металлические и фарфоровые коронки более высокого качества. Сущность этих способов раскрывается нами далее.
Изготовление штампика ддя штамповки металлических коронок прямым методом не требует изготовления внутренней формы коронки в оттиске. После моделирования восковой коронки в полости рта в уменьшенном размере, с учетом толщины надеваемой на штампик металлической гильзы, предлагаемой ложкой-кюветой снимают оттиск с зубов, затем ее выводят из полости рта, восковую коронку вставляют в ее место в оттиске и заливают углубления от соседних зубов гипсом, формируя, таким образом, наружную форму коронки в описке. К восковой коронке в оттиске приклеивают восковой цилиндр, пространство вокруг которого заливают гипсом. После застывания гипса воск выплавляют и в полученную форму заливают разогретый легкоплавкий металл, который после осты- • вания превращается в штампик для штамповки коронок. Второй штампик можно изготовить после удаления первого путем нажатия на. ручки 4,3. Дальнейшее изготовление контр-штампа и штамповку осуществляют известными методами. Из сравнительной характеристики этапов изготовления штампика на рис. 3 видно, что положительный эффект от предлагаемого способа значителен. Повышается точность изготовления штампика, т.к. в известном всем способе каждый этап манипулирования с гипсом увеличивает его размеры при затвердевании на 1 %, т.е. оттиск-модель-блок-форма приближается к погрешности в 3%, а в предлагаемом способе всего лишь 1 %.
Изготовление литых коронок прямым методом также не требует специального заполнения внутренней формы коронки в описке. Вначале осуществляют препарирование зуба, моделирование вос- новой коронки в полости рта с учетом продвижения готовой коронки под десну до 1 мм. Ложкой-кюветой снимают оттиск с зубов, устройство выводят из полости рта, восковую коронку размещают в ее место в описке и заливают углубления от соседних зубов жидким гипсом, формируя наружную форму коронки в оттиске. К восковой коронке в описке приклеивают восковые литники с последующим заливанием жидкого гипса в углубление внутренней формы коронки и вокруг литников по известной технологии. Воск из конструкции выплавляют или выжигают и образующиеся полости заполняют основным металлом ддя коронки, а после его застывания гипс разбивают с дальнейшей механической обработкой металлической коронки по известной технологии и последующей фиксацией ее на исходный зуб. Следует отметить, что слепок изготавливают с помощью огнеупорного гипса и снимают с зубов на начальных этапах его схватывания. При изготовлении штифтового зуба или коронки с облицовкой этапы их изготовления сокращают в два раза. С изготовлением одиночной коронки данным методом происходит экономия 98% слепочного материала, на 40-50% сокращается время технологического процесса, повышается точность изготовления литой одиночной коронки, причем горячую полимеризацию облицовки можно проводить в данном устройстве.
Изготовление металлических коронок прямым методом с помощью гальванопластики по П.М.Ященко (а.с. 254008, 260820), мы применяем в соответствии с использованием ложки-кюветы. В предлагаемом устройстве наружную форму коронки изготавливают вышеописанными методами, внутреннюю поверхность описка коронки смазывают токопроводящим веществом, (после удаления восковой коронки), всю поверхность ложки-кюветы покрывают изолирующим веществом за исключением углубления оттиска зуба и края ручки для присоединения ее к клемме провода. Устройство опускают в соответствующий электролит, как показано на рисунке 2, и включают электрический ток для постепенного послойного осаждения металла на внутренней поверхности слепка-списка. После осаждения определенной толщины металла, приближающейся к l/З-1/2 толщины коронки, приступают к выполнению следующего этапа гальванопластики. Для этого во внутреннюю часть металлической. коронки в описке вводят контактную металлическую полоску или провод для последующего присоединения к клемме, а внутреннюю поверхность полученной металлической конструкции формы коронки заливают токоизолирующим веществом (разогретая канифоль, воск и т.д., и т.п.). Надавливая на ручки, устройство раскрывают, достают металлическую заготовку коронки, поверхность которой механически обрабатывают, убирая заусеницы и выступы. Образовавшиеся пустоты с отсутствием осажденного металла покрывают горячим графитом, который разогревает поверхностный слой канифоли и прилипает к нему, создавая токопроводящий слой для последующего осаждения металла с помощью гальванопластики-. С металлической части коронки графит просто ссыпается. Устройство фиксируют к окончанию приспособления, опускают в емкость с соответствующей концентрацией электролита для дальнейшего осаждения металла на металлической заготовке.
Дополнительно к экономическому эффекту от изготовления коронки прямым методом добавляется экономический эффект от изготовления коронки с помощью гальванопластики, что в сумме составляет менее 50% по всем показателям.
Нельзя не упомянуть о возможности изготовления прямым методом индивидуальных колпачков несколькими вариантами и способами. Первый вариант — это изготовление колпачка с помощью штампика. Второй вариант — изготовление индивидуального колпачка выдуванием по оттиску Е. Третий — распыление аэрозольного состава по внутренней поверхности оттиска Ж. Четвертый вариант — изготовление индивидуального колпачка в центрифуге с использованием эффекта коэффициента поверхностного прилипания к внутренней поверхности оттиска 3. Для некоторых этих способов необходимо изготавливать устройства или создавать специальный химический состав.
Технология изготовления коронок в центрифуге требует изготовления специальных устройств для дальнейших научных исследований в этом направлении. Отличительной особенностью данной технологии является то, что после формирования наружной и внутренней формы коронки в оттиске возможно изготовление пластмассовой, металлической и фарфоровой коронки в центрифуге, причем ось зуба и ее центр необходимо совмещать с осью и центром вращающегося вала.
Изготовление пластмассовой коронки в центрифуге прямым методом в слепочной ложке-кювете не только приводит к значительному положительному эффекту экономии материала, сокращению сроков изготовления, но также улучшает химические и физические свойства коронок. Это достигается тем, что если при всех известных ранее способах изготовления пластмассовой коронки в период прессования свободный мономер оставался в пластмассе, образуя поры, то в предлагаемой центрифуге излишки мономера, как менее плотного вещества с меньшим удельным весом, будут смещаться к центру коронки, т.е. на периферии (наружном слое коронки) будет наиболее плотная качественная пластмасса, не имеющая излишков мономера и при отсутствии пор, что значительно повышает качество коронки из пластмассы.
Положительным качеством при изготовлении металлической коронки в центрифуге является то, что центробежные силы не только распределяют жидкий металл по удельному весу в оттиске (золото снаружи, а другие сплавы внутри коронки), но и способствуют перемещению на внутреннюю поверхность отливки более легких, чем сплав, шлаковых и газовых включений (рис. 2 к). Первой особенностью данного способа является то, что оттиск снимается огнеупорными массами и выводится из полости рта при начальных этапах схватывания. Второй особенностью данного способа является то, что металл плавится в оттиске и только затем закрывается крышкой и фиксируется или заливается через специальный литник. Отверстие по центру оси вращения со стороны режущего края может быть запаяно после выведения металлической коронки из оттиска. При соответствующем моделировании металлическая основа может быть подготовлена под облицовку пластмассой или фарфором, а иногда пломбировочным материалом. Наружная поверхность металлической заготовки коронки получается более чистой с плотными слоями металла снаружи.
Предполагается изготовление фарфоровой коронки в центрифуге по следующей технологии. Наружная форма восковой коронки формируется в полости рта колпачком или моделированием, внутренняя форма коронки определяется путем наложения размягченного воска на культю зуба. Оттиск снимается с помощью огнеупорной массы, формируется наружная и внутренняя форма коронки в оттиске. Слепочную ложку-кювету укрепляют в центрифуге, совмещая ось зуба с осью вращающегося вала. Слепочную ложку-кювету нагревает в соответствии с технологией спекания фарфоровой массы или незначительно выше температуры спекания. Через спе- 44 - 5W

Рис. 51
Сравнительная характеристика схем последовательности прове-
дения этапов способов изготовления различных видов коронок
прямым методом минуя стадию модели с помощью слепочной лож-
ки-кюветы А.Е.Степанова.
циальную трубку внутрь оттиска коронки небольшими порциями вдувают фарфоровую пыль, разогретую до температуры незначительно ниже температуры ее спекания (чтобы фарфор не прилипал к стенкам трубки). Включают центрифугу и когда уже расплавившиеся капельки фарфора под воздействием центробежных сил прилипают к внутренней поверхности оттиска, растекаясь по всей его поверхности, вдувается следующая порция фарфоровой пыли и т.д., и т.п. Улучшение физических качеств фарфоровой коронки путем вдувания при изготовлении ее в центрифуге достигается тем, что значительно уменьшается количество пор за счет:
- отсутствия воды в фарфоровой массе;
- постепенного, послойного спекания фарфоровой массы, что исключает оставление пор в глубоких слоях;
- если появился пористый пузырек, то под действием центробежных сил он будет выдавливаться из фарфоровой массы к центру коронки, как менее плотное вещество;
- при повышении давления под действием центробежных сил усадка фарфоровой массы в период охлаждения значительно меньше.
Следует отметить, что внутренняя форма коронки в оттиске может быть выстлана платиновой фольгой перед установкой в центрифугу. Оставшееся отверстие по центру вращающейся коронки заполняется после застывания фарфоровой массы вне центрифуги.
Задумывалось это изобретение, как вспомогательное устройство и способ для изготовления пластмассовых и штампованных коронок в отдельном стоматологическом кабинете, однако после определенных затрат на научные исследования данный прямой метод изготовления одиночных коронок может выйти за рамки задуманного.
Поэтому автор выносит это изобрегпение на плаху Ваших мнений и ждет от Вас различных, как положительных, так и отрицательных отзывов. Даже если будущий исследователь- студент, ординатор, аспирант будут знать, что был такой способ и устройство, которые оказались недостаточно эффективными, то цель данного изобретения будет достигнута, и что не стоит исследовать в этом направлении.
Источник: Степанов А.Е., «Косметическое восстановление коронок зубов» 1999
А так же в разделе «Д. Изготовление коронок зубов прямым методом по А.Е.Степанову 30.07.85. Бюллетень 28 А.Е. Степанов »
- ЗУБ И ЕГО СТРОЕНИЕ В НОРМЕ
- Макроскопическая анатомия строения и функции зубов
- Микроскопическое или гистологическое строение твердых тканей зуба
- РАЗНОВИДНОСТИ ПАТОЛОГИИ ТВЕРДЫХ ТКАНЕЙ ЗУБА
- Патологическоие изменения твердых тканей зуба, возникающие до его прорезывания
- Патологические изменения твердых тканей зуба, возникающие после его прорезывания
- Выводы первого параграфа, или физиологическая, структурная и биомеханическая характеристики зуба
- 1.3.0 С0БЕНН0СТИ И ПРИЗНАКИ ОТКЛОНЕНИЙ ОТ НОРМЫ В ЗУБНЫХ ТКАНЯХ
- Различные варианты патологических изменений наружной поверхности тканей зуба
- Изменения в пульпарной или в пульповой полости зуба
- Дилемма фуркации
- Твердые образования в зубных и околозубных тканях
- ОБОБЩАЮЩИЕ ВЫВОДЫ ПРЕДЫДУЩИХ ПАРАГРАФОВ ПЕРВОЙ ГЛАВЫ
- 1.4. ТРИ ОБОБЩАЮЩИХ НАПРАВЛЕНИЯ ДЛЯ ДИАГНОСТИКИ РАЗЛИЧНЫХ ВИДОВ ЗУБНЫХ ПОРАЖЕНИЙ
- БИОМЕХАНИЧЕСКИЕ ОСНОВЫ И КРИТЕРИИ ОЦЕНКИ ВОССТАНОВЛЕНИЯ КОРОНОК ЗУБОВ
- Пломбирование зубов подразделяется на основные и вспомогательные этапы его проведения
- Биомеханический аспект фиксации пломб
- Биомеханические особенности восстановления коронок зубов
- Особенности наложения прокладки под пломбу
- Косметический фактор пломбировочного материала
- Глава 2 ЛЕЧЕНИЕ КАРИОЗНЫХ ПОРАЖЕНИЙ ЗУБОВ И РЕЗУЛЬТАТОВ ИХ ОСЛОЖНЕНИЙ
- 2.1.1 Лечение пораженного кариозным процессом зуба в пределах эмали
- Виниры или адгезивные облицовки (АО)
- АВТОРСКОЕ СВИДЕТЕЛЬСТВО 1209205 Автор Степанов А.Е. приоритет 18.11.82г., бюл.5 от 07.02.86
- АВТОРСКОЕ СВИДЕТЕЛЬСТВО 1120989 Автор: Степанов А.Е., приоритет 21.06.82г., бюл.40 от 30.10.84
- Поражнение зуба кариозным процессом с живой пульпой в пределах эмали и дентина
- Изменение формы коронки зуба с целью устранения промежутков между зубами
- А. Устранение межзубного промежутка без механической обработки твердых тканей зуба
- Б.Устранение лиастемы, осложненной заболеваниями пародонта
- В. Устранение межзубного промежутка при механической обработке твердых тканей зуба с живой пульпой
- Г. Устранение промежуточного дефекта при депульпированных соседних зубах фронтальной группы
- ВОССТАНОВЛЕНИЕ РАЗРУШЕННОЙ КОРОНКИ ДЕПУЛЬПИРОВАННОГО ЗУБА
- Особенности пломбирования канала корня зуба и изготовление культи зуба
- А. Пломбирование хорошо проходимого канала корня зуба с изготовлением культи разрушенного зуба
- СПОСОБ ИЗГОТОВЛЕНИЯ ШТИФТОВОГО ЗУБА ПО А.Е.СТЕПАНОВУ
- Б. Лечение и пломбирование плохо проходимого канала корня зуба
- ЭНДОДОНТИЯ НОВЫЕ ТЕХНОЛОГИИ ДЛЯ ПРОБЛЕМНЫХ КАНАЛОВ
- Многообразие способов восттановления разрушенной коронки депульпированного зуба
- А. Восстановление коронки зуба пломбированием
- Б. Облицовка вестибулярной поверхности культи зуба винирами или эмалевой заготовкой
- В. Восстановление формы коронки зуба с помощью колпачков
- Г. Ортопедические способы и устройства для изготовления временных защитных коронок на зуб или зубы
- Глава 3 ЛЕЧЕНИЕ НЕКАРИОЗНЫХ ПОРАЖЕНИЙ ЗУБОВ
- ЛЕЧЕНИЕ НЕКАРИОЗНЫХ ПОРАЖЕНИЙ ЗУБОВ В ПРЕДЕЛАХ ЭМАЛИ И ДЕНТИНА
- Клиновидный дефект и особенности его лечения
- Лечение клиновидного дефекта
- ЛИТЕРАТУРА