ИЗГОТОВЛЕНИЕ ОРТОДОНТИЧЕСКИХ АППАРАТОВ
Ортодонтические аппараты типа Андрезена, Брюкля, активаторов Френкля и т. п. бывают довольно сложной конфигурации, и формование их методом компрессионного прессования (помимо того, что приводит к деформации) порой для зубного техника затруднительно. Метод литьевого прессования в значительной степени упрощает технологию замены воска на пластмассу и позволяет добиться улучшения качества ортодонтических аппаратов.
Для проведения литьевого прессования можно использовать стандартную кювету, предварительно создав в крышке отверстие, а также описанные одно-, двух- и четырехместные шприц-кюветы, но только в случаях когда восковую форму аппарата возможно загипсовать так, чтобы кюветы раскрывались на две половины с «переводом» или «без перевода» арматуры в контрштамп. При этом зубной техник должен строго придерживаться той технологии, какая описана в предыдущих раздела?!.
В тех случаях, когда ортодонтический аппарат имеет сложную форму и загипсовать его с разделением на две половины трудно, предлагаем применять неразъемные
одно- и двухместные кюветы Э. Я. Вареса и А. О. Ните- фор и разработанную методику *. Внешне они имеют форму параллелепипеда, высотой 80 мм, у которого боковые стенки наклонены к основанию под углом в 10°. У одноместной кюветы ширина 2 противоположных стенок в верхней части 80 мм, в нижней 75 мм, других 2 стенок — соответственно 50 и 45 мм. У двухместной кюветы ширина 2 противоположных стенок в верхней части равна 80 мм, в нижней 75 мм, и других 2 стенок — соответственно 75 и 70 мм.
Разница в ширине стенок в верхней и нижней части кювет придает им конусообразную форму. Это облегчает извлечение из них моделей с ортодонтическими аппаратами после полимеризации пластмассы.
Изготовить кюветы конструкции Э. Я. Вареса в заводских условиях нетрудно. Вначале надо приготовить трапециевидные заготовки из нержавеющей стали Толщиной 1 мм. Для одноместной кюветы две заготовки с размером сторон 80; 80; 80; 75 мм и две заготовки размером 80; 80; 50; 45 мм. Для двухместной кюветы соответственно 80; 80; 80; 75 мм и 80; 75; 80; 75 мм. Трапециевидные заготовки составляют с помощью «кондуктора» и сваривают или спаивают.
К кюветам изготавливают прижимную рамку, как показано на рис. 12, с той лишь разницей, что высота вертикальных столбиков равняется 90 мм.
Замена воска на пластмассу в одноместной неразъемной кювете. На восковую форму сложной конструкции ортодонтического аппарата укрепляют в наклонногоризонтальном положении входные и выводные восковые литники длиной 20—30 мм. Входные литники диаметром 5 мм направлены во фронтальную сторону, выводные диаметром 3 мм — в дистальную. Модель устанавливают на широкую боковую стенку внутри кюветы и прочно приливают расплавленным воском, чтобы она не сместилась при вертикальном положении кюветы. Концы выводящих литников подрезают точно по уровню нижнего края кюветы. Если литники будут выстоять хотя бы на 0,5 мм, то они обязательно поломаются, когда кювету поставят в вертикальное положение. И придется установку их производить заново. Следующим этапом является создание прочного
‘ Удостоверение на рационализаторское предложение № 1743 от 06.11.80 г.
слоя гипса на восковой поверхности протеза и литников. Мраморный гипс или супергипс, подготовленные в небольшом количестве, с помощью жесткой кисточки наносят тонким слоем на все поверхности воска. Затем кювету ставят в вертикальное положение, заполняют гипсом с песком и барашковыми гайками прижимают загрузочную камеру. После кристаллизации гипса загрузочную камеру снимают и гипсовым ножом обрабатывают поверхность гипса, где располагается входной литник. Загрузочную камеру устанавливают вновь. Кювету в вертикальном положении опускают в кипящую воду не менее чем на 15 мин. Затем вынимают, помещают на подставку, и в загрузочной камере не менее 2 мин льют кипящую воду. Вода поступает в кювету по входящему литнику и вытекает по выходящему, вымывая остатки воска. Для того чтобы вода не осталась внутри кюветы, ее нужно несколько раз перевернуть. Спустя 10 мин выходной литник закрывают деревянной шпилькой, и в загрузочную камеру наливают изокол, вдвое разведенный дистиллированной водой, до полного заполнения полости внутри кюветы. Спустя 1 мин, деревянную шпильку убирают и остатки изокола сливают. В течение 10—15 мин собранный изокол можно использовать повторно. Через 5 мин в загрузочную камеру вставляют пробку со шлангом, который соединен с компрессором (по типу паяльного аппарата), и в течение 5—6 мин по литниковой системе медленно пропускают воздух для подсушивания альгинатной изоляционной пленки на стенках полостей в кювете. Остальные этапы — подготовка загрузочной камеры, пластмассы, формование, уплотнение, полимеризация — проводятся так же, как описано в предыдущих разделах.
Когда проведена полимеризация, легкими ударами молотка по стенке кюветы гипс с песком разрушают и ортодонтический аппарат обычно с моделью извлекают.
Замена воска на пластмассу в двухместной кювете.
После моделирования восковой формы ортодонтического аппарата сложной конфигурации с различной арматурой подрезают боковые стенки и основание 2 моделей так, чтобы они будучи установлены на боковых стенках свободно помещались в кювете зубами друг к другу (рис. 33). Затем так же, как при работе с одноместной кюветой, устанавливают литники, но при
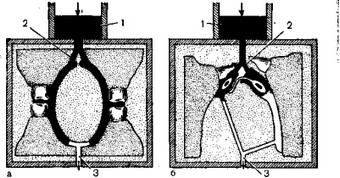
33. Схема формования пластмассы литьевым прессованием в неразъемную кювету.
а — формование моноблока Андрезена, б — формование 2 ортодоиических аппаратов;
1 — формуемая пластмасса, 2 — литьевые каналы, заполненные пластмассой, 3 — выходные литники.
этом следует предусмотреть, чтобы они располагались после загипсовки в центре кюветы. Модели приливают раплавленным воском к боковым стенкам кюветы, обеспечивая прочную фиксацию. Горячим шпателем обрезают выводные литники на уровне нижнего края кюветы. Ставят ее в вертикальное положение и проверяют расположение входных литников. Если необходимо, концы их разогревают и осторожно, чтобы не отломать, пригибают к центральной части кюветы. Следующей манипуляцией является нанесение «рубашки» из прочного гипса на восковую поверхность аппарата и литников. Не ожидая полной кристаллизации «рубашки», в резиновой чашке подготавливают гипс с песком и заполняют всю кювету, проводя легкую вибрацию.
Остальные манипуляции выполняют так же и в той же последовательности, как при работе с одноместной кюветой.
Изложенная методика изготовления ортодонтических аппаратов методом литьевого прессования в неразъемных кюветах в принципе не отличается от методики литья металлических базисов и дуговых протезов. Наш опыт показывает, что при внедрении описанной методики улучшаются качество и точность формы ортодонтических аппаратов. Производительность труда
зубных техников на данном этапе повышается не менее чем на 15 % при работе с одноместной кюветой и не менее чем на 25 % при работе с двухместной кюветой.
А так же в разделе «ИЗГОТОВЛЕНИЕ ОРТОДОНТИЧЕСКИХ АППАРАТОВ »
- СЪЕМНЫЕ ПРОТЕЗЫ С ФАРФОРОВЫМИ ЗУБАМИ
- ПОЛНЫЕ СЪЕМНЫЕ ПРОТЕЗЫ
- ПОЛУЧЕНИЕ АНАТОМИЧЕСКОГО СЛЕПКА ДЛЯ ИЗГОТОВЛЕНИЯ ИНДИВИДУАЛЬНОЙ ЛОЖКИ
- ИЗГОТОВЛЕНИЕ ИНДИВИДУАЛЬНЫХ ЛОЖЕК
- ПОСТАНОВКА ФАРФОРОВЫХ ЗУБОВ
- ЗАМЕНА ВОСКА НА ПЛАСТМАССУ, ОБРАБОТКА И ПОЛИРОВКА
- ЧАСТИЧНЫЕ СЪЕМНЫЕ ПРОТЕЗЫ
- СЪЕМНЫЕ ПРОТЕЗЫ С ЭЛАСТИЧЕСКОЙ ПЛАСТМАССОЙ
- НЕСЪЕМНЫЕ ПРОТЕЗЫ
- ИЗГОТОВЛЕНИЕ ПЛАСТМАССОВЫХ КОРОНОК
- КЛИНИЧЕСКИЕ НАБЛЮДЕНИЯ
- НЕКОТОРЫЕ ОРГАНИЗАЦИОННЫЕ ВОПРОСЫ
- БРИГАДНАЯ ФОРМА ОРГАНИЗАЦИИ ТРУДА
- ДРУГИЕ ОРГАНИЗАЦИОННЫЕ ВОПРОСЫ
- О ПОВЫШЕНИИ ПРОИЗВОДИТЕЛЬНОСТИ ТРУДА В ОРТОПЕДИЧЕСКОМ ОТДЕЛЕНИИ
- ЭКОНОМИЧЕСКАЯ ОЦЕНКА усовершенствованной технологии
- ЗАКЛЮЧЕНИЕ