ИЗГОТОВЛЕНИЕ ПЛАСТМАССОВЫХ КОРОНОК
Технология изготовления пластмассовых коронок приводится в качестве примера возможности использования литьевого прессования при изготовлении несъемных протезов. Изложение ведется в последовательности, соответствующей клиническим и лабора-
fO
торным этапам. При этом более детально описываются только новые предложения.
При первом посещении проводится общепринятое изучение состояния больного и зубов, после чего получают слепки для диагностических моделей и, сопоставив их в положении центральной окклюзии, проводят дентометрические исследования и изучение с помощью параллелометра. Эти мероприятия позволяют определить индивидуальные зоны препаровки зубов и толщину слоя твердых тканей, которые необходимо сошлифовать. Изменяя путь введения протезов, можно в значительной степени уменьшить препаровку, особенно в зонах повышенной опасности. Полученные данные заносят в специальную карточку. Диагностические модели с соответствующими указаниями передают в зуботехническую лабораторию для изготовления защитных колпачков или коронок. Препаровка зубов проводится при втором посещении больного.
Получение слепка. Рекомендуем в ряде случаев получать у больных помимо обычных уточненные компрессионные рабочие слепки, так как они более точные и раскрывают сложный рельеф препарированных и соседних зубов. Разработанная методика [Варес Э. Я., 1965] в течение 20 лет опробована во многих клиниках. Она проста, доступна и экономична.
- й этап. Коррекция стандартной ложки. На стандартную ложку помещается размягченный стене; поверх него — два слоя марли. Марлевые салфетки вырезаются заранее по размерам чуть больше стандартной ложки. Ложка вводится в полость рта и до упора прижимается к зубам. Используя активные и пассивные движения, формируется стене. Не ожидая окончательного затвердения стенса ложка выводится. Выводится без затруднения, так как слои марли, находящиеся на поверхности стенса, препятствуют его проникновению в межзубные промежутки. После выведения излишки стенса убираются и удаляется наружная салфетка, внутренняя, соединенная со стенсом, остается. Ложка повторно вводится в полость рта для проверки пути введения.
- й этап. Получение компрессионного слепка. На марлю в небольшом количестве наносится эластическая слепочная масса. Ложка вводится в полость рта. Отпечатки зубов в стенсе определяют направление и положение ложки. При нажиме эластическая масса,
»f
оказавшись между тканями полости рта и стенсом, под влиянием возникшего давления уплотняется, проникает в межзубные промежутки и отдавливает податливые ткани. При выведении слепка не наступает отрыва эластической массы, так как она удерживается марлевой салфеткой, прочно соединенной со стенсом. Слепок опускают в теплую воду + 30.... + 35 °С со слабым раствором перманганата калия с целью нейтрализации альгинатных кислот и уплотнения поверхности слепка; спустя 1 мин отливают модель.
Получение моделей. Для отливки модели следует использовать густозатворенный гипс на 3 % растворе натрия тетрабората и вибратор. При необходимости с рабочей модели снимают слепок для получения дублированной. По рабочей модели изготавливается пластмассовая или комбинированная коронка, по дублированной — временная коронка.
Предложены различные способы изготовления временных коронок непосредственно на зубах с использованием быстротвердеющих пластмасс. Однако многие авторы обоснованно возражают против прямого метода изготовления временных коронок из пластмасс. Непосредственное наслоение пластмассы на зуб, препарированный с уступом, нередко приводит к изменениям в пульпе' ввиду проникновения мономера.Мы разделяем это мнение, поэтому временные пластмассовые коронки и защитные колпачки штампуем в СОПУ [6] [7] из приготовленных заранее пластинок норакрила. Пластинки из пластмассы норакрил готовим следующим образом. По краям стеклянной пластинки 10X10 мм приклеиваем полоски картона толщиной 0,6 мм. Подготовленное пластмассовое «тесто» в количестве 20—25 см 3 помещаем на середину пластинки и прижимаем другим стеклом такого же размера. После полимеризации помещаем в воду, и стеклянные пластинки разъединяются. Полученную пластинку норакрила разрезаем на пластинки размером 2X2 мм и из них штампуем временные коронки.
Для изготовления временной коронки необходимо вырезать гипсовый столбик, установить его или металлический штамп на подставке в пресс-форме СОПУ, разогреть в термокамере пластмассовую пластинку и
обжать по штампу. В ряде случаев временную коронку можно отштамповать непосредственно на модели, срезав предварительно рядом стоящие зубы. После штамповки излишки срезают, коронку обрабатывают и передают врачу.
Изготовление постоянных пластмассовых коронок.
До этапа замены воска на пластмассу изготовление проводится по общепринятой методике.
Аппаратура. В случаях, когда необходимо изготовить одноцветные коронки для замены воска на пластмассу, используется одно- или двухместная кювета. Разница состоит лишь в том, что загрузочная камера имеет меньшие размеры.
Т аблица 3
Объем различных восковых изделий
|
Изделие |
Объем, см3 |
|
Фасетка резца |
0,4—0,6 |
|
Фасетка моляра |
0,6—0,8 |
|
Коронка пластмассовая фронталь- |
0,6—1,0 |
|
ная |
|
|
Коронка на боковые зубы |
1,0—1,2 |
|
Основной и впускной литник |
0,3 |
|
длиной 1 см |
|
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ДВУХЦВЕТНЫХ ИЗДЕЛИЙ
Последовательность работы. Подбирают коронки, фасетки и тому подобные изделия одного цвета и как обычно загипсовывают в нижнее кольцо кюветы. Затем к каждой коронке устанавливают входящий литник диаметром 2 мм, иногда их объединяют общим литником диаметром 3 мм; выводные литники, как правило, не делают. Последующие этапы проводят по описанной ранее технологии. При расчете объема пластмассы можно использовать данные табл. 3.
Аппаратура. В случае, когда по условиям эстетики необходимо изготовить двухцветные изделия (фасетки или коронки), используется кювета с двумя загрузочными камерами, расположенными с противоположных сторон (рис. 34). В комплект входят: 1) два кольца стандартной или специально сделанной кюветы уменьшенного размера; 2) прижимная рамка с двумя вертикальными стойками и барашковыми гайка-
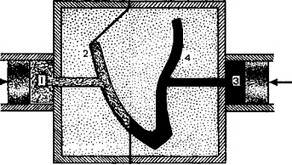
34. Схема получения двухцветных коронок.
1 — пластмасса одного цвета, 2 — гипс коитрформы, 3 — пластмасса другого цвета, 4 — гипс формы.
ми. В центре основания прижимной рамки имеется отверстие диаметром 60 мм. На расстоянии 15 мм от края отверстия к основанию приварены две стойки высотой 12 мм, диаметром 8 мм, с барашковыми гайками; 3) две загрузочные камеры с прижимными пластинами; 4) два поршневых устройства.
Правила загипсовки. На восковых коронках, находящихся на гипсовых столбиках, обозначают разделительную границу разного цвета путем нанесения кисточкой специального лака (например, смесь окиси цинка с бензином или с мономером). Гипсовые столбики в горизонтально-наклонном положении приливают горячим воском на боковые стенки нижнего кольца кюветы. При этом столбики устанавливают так, чтобы восковые формы будущих коронок были направлены к центру кюветы, а линии разделения цвета пластмассы находились на уровне поверхности кольца. Когда гипсовые столбики установлены, их смазывают машинным маслом и к восковым формам коронок горячим воском приливают восковые литники диаметром 2—2,5 мм, высотой 25 мм. В тех участках, которые расположены выше линии разделения цвета пластмассы, свободные концы литников сводят к центру кюветы и склеивают между собой. На нижнее Кольцо кюветы устанавливают верхнее кольцо, и концы литников срезают точно по уровню поверхности 'верхнего кольца. Затем верхнее кольцо снимают, переворачивают и устанавливают на лист резины. Под
готовив, отливают гипс и заполняют до уровня поверхности кольца, сразу перевернув литниками вниз, устанавливают сверху на него нижнее кольцо кюветы. При этом восковые литники проходят через гипс и доходят до листа резины (на котором находится верхнее кольцо кюветы), а восковые формы зубов в это время погружаются в гипс, как правило, до линии разделения пластмасс разного цвета. После кристаллизации гипса со свободной поверхности нижнего кольца, обращенной вверх, на восковую форму коронок устанавливают литники и также концы их сводят к центру. Кювету опускают в воду для создания изоляционного слоя, и заполняют ее гипсом. Сверху ставят загрузочную камеру с прижимной плитой. После этого устанавливают вторую загрузочную камеру с прижимной плитой с обратной стороны, поместив перед этим на ее поверхность немного гипса. После кристаллизации гипса загрузочные камеры снимают, и кювету опускают в кипящую воду. Воск выплавляется. Кювету разъединяют, наносят изоляцию и вновь соединяют, предварительно положив между ними 0,1 мм полиэтиленовую пленку, смазанную силиконовым вазелином, чтобы пластмасса к ней не прилипла.
Формование пластмассы проводят сначала через одну загрузочную камеру. Затем снимают давление, раскрывают кювету, убирают полиэтиленовую пленку, составляют кювету и формуют через другую загрузочную камеру пластмассу другого цвета. После этого проводят уплотнение пластмассы, одновременно вращая винты в обеих камерах. После уплотнения следует полимеризация. В данном случае она проводится по общепринятой методике в сушильном шкафу. Кюветы погружаются в холодную воду и нагреваются. Следующие этапы не отличаются от общепринятых.
У специалиста, знакомящегося с данной методикой, может сложиться мнение, что она довольно трудоемкая. Мы можем сказать, что зубные техники, которые овладевают данной методикой, изготавливают пластмассовые коронки значительно быстрее и лучшего качества.
А так же в разделе «ИЗГОТОВЛЕНИЕ ПЛАСТМАССОВЫХ КОРОНОК »
- СЪЕМНЫЕ ПРОТЕЗЫ С ФАРФОРОВЫМИ ЗУБАМИ
- ПОЛНЫЕ СЪЕМНЫЕ ПРОТЕЗЫ
- ПОЛУЧЕНИЕ АНАТОМИЧЕСКОГО СЛЕПКА ДЛЯ ИЗГОТОВЛЕНИЯ ИНДИВИДУАЛЬНОЙ ЛОЖКИ
- ИЗГОТОВЛЕНИЕ ИНДИВИДУАЛЬНЫХ ЛОЖЕК
- ПОСТАНОВКА ФАРФОРОВЫХ ЗУБОВ
- ЗАМЕНА ВОСКА НА ПЛАСТМАССУ, ОБРАБОТКА И ПОЛИРОВКА
- ЧАСТИЧНЫЕ СЪЕМНЫЕ ПРОТЕЗЫ
- СЪЕМНЫЕ ПРОТЕЗЫ С ЭЛАСТИЧЕСКОЙ ПЛАСТМАССОЙ
- ИЗГОТОВЛЕНИЕ ОРТОДОНТИЧЕСКИХ АППАРАТОВ
- НЕСЪЕМНЫЕ ПРОТЕЗЫ
- КЛИНИЧЕСКИЕ НАБЛЮДЕНИЯ
- НЕКОТОРЫЕ ОРГАНИЗАЦИОННЫЕ ВОПРОСЫ
- БРИГАДНАЯ ФОРМА ОРГАНИЗАЦИИ ТРУДА
- ДРУГИЕ ОРГАНИЗАЦИОННЫЕ ВОПРОСЫ
- О ПОВЫШЕНИИ ПРОИЗВОДИТЕЛЬНОСТИ ТРУДА В ОРТОПЕДИЧЕСКОМ ОТДЕЛЕНИИ
- ЭКОНОМИЧЕСКАЯ ОЦЕНКА усовершенствованной технологии
- ЗАКЛЮЧЕНИЕ