Лабораторные особенности изготовления протезов
В отлитой комбинированной модели колпачок имеет надежную опору, исключающую его смещение. Согласно окклюзинной поверхности (рис. 47), зубы 44 и поверхности коронки на головке имплантата моделируют промежуточную часть. В зависимости от конкретной ситуации жевательную поверхность фасетки делают пластмассовой или металлической. Для более легкого снятия протеза в будущем на головке имплантата моделируют коронку типа Мате, а коронку опорного зуба — с язычной стороны с накладкой. Благодаря этому увеличивается площадь соединения коронки с фасеткой и, естественно, прочность. Колпачок на головке импланта во время припасовки оставляют на 0,5 мм длиннее, чтобы затем устранить неточности литья на крае
коронки и получить качественный край протеза.
Важным моментом является штифтовка смоделированного протеза. Каркас протеза изготовляем беспаечным способом, подробно описанным А. Т. Бусыгиным (1972). По этой технологии предусматривается, что расплавленный металл служит не только для отливки протеза, но и теплоносителем. Добиваясь качественного соеди-
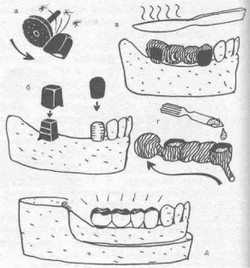
Рис. 47. Изготовление мостовидного протеза с опорой на имплантат.
а— очистка колпачков от окалины; б —установка колпачков на рабочей модели; в — моделирование промежуточной части согласно принятому методу протезирования; г - штифтовка и заполнение колпачков огнеупорным материалом д — мост с амбразурным моделированием фасеток и металлическим литником коронки на головке имплантата.
нения с коронкой и колпачком, штифты следует расположить так, чтобы горячий металл омывал поверхности, подлежащие соединению с промежуточной частью и уходил в депо. В нашей лаборатории роль депо для экономии металла играют пластмассовые аналоги головок имплантатов или штифты, фасетки. При соблюдении технологии выплавления воска, нагрева опоки расплавления металла достигается качественное соединение частей протеза. В таких случаях соответственно поверхностям, контактирующим с расплавленным сплавом на внутренней поверхности коронок, просматриваются микрочастицы застывшего металла. Чтобы предствра- тить попадание металла на внутреннюю поверхность
крнк и колпачков, последние предварительно заполняют массой «Кристосил-2» или «Сиолит». Если на головке имплантата моделируется сплошная металлическая крснщ то, чтобы предупредить смещение колпачка после выплавки воска, вводим в огнеупорную массу ку- сшк проволоки. В тех случаях, когда коронки имеют малые размеры, для достижения хорошего соединения на местах моделирования накладки делаем насечки колесовидным бором, через которые всегда проникает расплавленный металл. С внутренней стороны коронки, перед тем как залить огнеупорный материал, на места нэззчэк наносим тонкий слой воска.
Анизотропное армирование пластмассы исследовала Л.А. Елизарова (1970), доказавшая простоту и перспективность этого способа. Однако работать со стеклотканью при изготовлении сложных протезов не совсем удобно. Мы производим армирование пластмассы изотропно, т. е. распределяем стекловолокна равномерно по всей массе. Для увеличения прочности и улучшения эстетического вида протезов в пластмассу Син- ма добавляем до 10 % (от массы порошка) мелко нарезанного стекловолокна. Для исключения пор в пластмассе необходимо тщательно перемешивать массу до тех пор, пока волокна равномерно не распределятся ("растают"). Особенностью применения стекловолокна является повышенная прозрачность полимеризованной пластмассы, что увеличивает сходство с естественными зубами. Сероватый оттенок пластмассы можно корригировать, добавляя «Сниму» 16-го цвета.
Бруклинский мост можно изготовить из нержавеющей стали или КХС, применяя беспаечный способ соединения либо лазерную сварку. В бруклинском мосте различают следующие конструктивные элементы: опорные коронки, сочленение, промежуточную часть, балку, седло (см. рис. 49,а). Опорные коронки могут быть штампованными, цельнолитыми, комбинированными, телескопическими. Их можно накладывать на отечественные зубы, культевые вкладки и головки имплантатов. Количество опор должно быть не менее двух. Если опорные зубы ослаблены, то их соединяют в блоки, которые при двусторонних дефектах соединяют скобой. Крайняя коронка должна быть достаточно прочной, так как от нее начинается сочленение. Мы монтируем сочленение из двух П-образных пластмассовых заготовок, применяемых при моделировании (размер каждой пластины 4,8X4X0,9 мм). Ось изготавливаем из ортодонтической проволоки диаметром 1 —1,2 мм. При высоких коронках, когда сбивать протез трудно и рискованно ось в сочленении делаем съемной по разработанной нами методике следующим образом.
Между стальными брусьями высотой 5 мм с каналом соответствующим диаметру оси, вставляем кусочек ортодонтической проволоки длиной 5 — 7 мм. Ударами зуботехнического молотка на одном конце формируем шляпку, а противоположный конец оси делаем шершавым. В собранный бруклинский мост с оральной скрины вставляем изготовленную ось, шляпку которой утоп- ляем в углублении протеза. По принятой технологии моделируем и полимеризуем пластмассовую облицовку. Если опорная часть бруклинского моста изготовлена из металлокерамики и зафиксирована цементом, то рекомендуется пробное ношение дистальной части в течение 2—3 дней для выяснения возможных неточностей. В таком случае ось мы делаем длиннее на 2 мм, а ее концы с двух сторон сошлифовываем прорезным диском до превращения в пластинку, которую после введения загибаем. После коррекции дистальную часть протеза фиксируем на оси описанным выше способом.Если опорные коронки телескопические, то ось в сочленении можно делать и на заклепку, поскольку сбивание протеза не представляет труда. Опорные коронки фиксируем на цемент, а если . нужна перебазировка седла, то тонким фиссурным бором высвобождаем из пластмассы шероховатый кончик оси и после удаления последней разбираем мост. После перебазировки вновь собираем мост, а конец оси в пластмассе фиксируем «Арилоксидом ».
Промежуточную часть моделируем так же, как в любом мостовидном протезе. Жевательная поверхность может быть металлической, пластмассовой или комбинированной. Количество зубов зависит от антагонистов, типа жевания, длины дефекта и резервных возможностей опорных зубов. Пластинки П-образной части, отлитые вместе с промежуточной частью, имеют закругления угла, обращенного в сторону десны. Это обеспечивает микроповорот по оси сочленения и исключает рычагообразный вывих опорных зубов (см. рис. 4б,а,б). Таким образом, седло всегда находится в контакте с десной и между ними не попадает пища.
Промежуточную часть и седло соединяем балкой
В зависимости от ситуации в полости рта седло моделируем в наиболее благоприятном месте для обеспечения оптимальных гигиенических условий. Меняя длину промежуточной части и балки, определяем оптимальную нагрузку на опорные зубы и десну. Балку диаметром 2,5—3 мм моделируем параллельно десне на расстоянии 3—4 мм от нее. Под углом 45° она переходит в центр седла. Седло является дистальной опорой бруклинского моста. Оно состоит из металлической сетки и пластмассового покрытия с опорной площадью не более 1 см2 и плавным переходом края на десну. Общая толщина седла 1,5—2 мм. Полировка поверхности должна быть идеальной.
коронки и получить качественный край протеза.
Важным моментом является штифтовка смоделированного протеза. Каркас протеза изготовляем беспаечным способом, подробно описанным А. Т. Бусыгиным (1972). По этой технологии предусматривается, что расплавленный металл служит не только для отливки протеза, но и теплоносителем. Добиваясь качественного соеди-
Рис. 47. Изготовление мостовидного протеза с опорой на имплантат.
а— очистка колпачков от окалины; б —установка колпачков на рабочей модели; в — моделирование промежуточной части согласно принятому методу протезирования; г - штифтовка и заполнение колпачков огнеупорным материалом д — мост с амбразурным моделированием фасеток и металлическим литником коронки на головке имплантата.
нения с коронкой и колпачком, штифты следует расположить так, чтобы горячий металл омывал поверхности, подлежащие соединению с промежуточной частью и уходил в депо. В нашей лаборатории роль депо для экономии металла играют пластмассовые аналоги головок имплантатов или штифты, фасетки. При соблюдении технологии выплавления воска, нагрева опоки расплавления металла достигается качественное соединение частей протеза. В таких случаях соответственно поверхностям, контактирующим с расплавленным сплавом на внутренней поверхности коронок, просматриваются микрочастицы застывшего металла. Чтобы предствра- тить попадание металла на внутреннюю поверхность
крнк и колпачков, последние предварительно заполняют массой «Кристосил-2» или «Сиолит». Если на головке имплантата моделируется сплошная металлическая крснщ то, чтобы предупредить смещение колпачка после выплавки воска, вводим в огнеупорную массу ку- сшк проволоки. В тех случаях, когда коронки имеют малые размеры, для достижения хорошего соединения на местах моделирования накладки делаем насечки колесовидным бором, через которые всегда проникает расплавленный металл. С внутренней стороны коронки, перед тем как залить огнеупорный материал, на места нэззчэк наносим тонкий слой воска.
Анизотропное армирование пластмассы исследовала Л.А. Елизарова (1970), доказавшая простоту и перспективность этого способа. Однако работать со стеклотканью при изготовлении сложных протезов не совсем удобно. Мы производим армирование пластмассы изотропно, т. е. распределяем стекловолокна равномерно по всей массе. Для увеличения прочности и улучшения эстетического вида протезов в пластмассу Син- ма добавляем до 10 % (от массы порошка) мелко нарезанного стекловолокна. Для исключения пор в пластмассе необходимо тщательно перемешивать массу до тех пор, пока волокна равномерно не распределятся ("растают"). Особенностью применения стекловолокна является повышенная прозрачность полимеризованной пластмассы, что увеличивает сходство с естественными зубами. Сероватый оттенок пластмассы можно корригировать, добавляя «Сниму» 16-го цвета.
Бруклинский мост можно изготовить из нержавеющей стали или КХС, применяя беспаечный способ соединения либо лазерную сварку. В бруклинском мосте различают следующие конструктивные элементы: опорные коронки, сочленение, промежуточную часть, балку, седло (см. рис. 49,а). Опорные коронки могут быть штампованными, цельнолитыми, комбинированными, телескопическими. Их можно накладывать на отечественные зубы, культевые вкладки и головки имплантатов. Количество опор должно быть не менее двух. Если опорные зубы ослаблены, то их соединяют в блоки, которые при двусторонних дефектах соединяют скобой. Крайняя коронка должна быть достаточно прочной, так как от нее начинается сочленение. Мы монтируем сочленение из двух П-образных пластмассовых заготовок, применяемых при моделировании (размер каждой пластины 4,8X4X0,9 мм). Ось изготавливаем из ортодонтической проволоки диаметром 1 —1,2 мм. При высоких коронках, когда сбивать протез трудно и рискованно ось в сочленении делаем съемной по разработанной нами методике следующим образом.
Между стальными брусьями высотой 5 мм с каналом соответствующим диаметру оси, вставляем кусочек ортодонтической проволоки длиной 5 — 7 мм. Ударами зуботехнического молотка на одном конце формируем шляпку, а противоположный конец оси делаем шершавым. В собранный бруклинский мост с оральной скрины вставляем изготовленную ось, шляпку которой утоп- ляем в углублении протеза. По принятой технологии моделируем и полимеризуем пластмассовую облицовку. Если опорная часть бруклинского моста изготовлена из металлокерамики и зафиксирована цементом, то рекомендуется пробное ношение дистальной части в течение 2—3 дней для выяснения возможных неточностей. В таком случае ось мы делаем длиннее на 2 мм, а ее концы с двух сторон сошлифовываем прорезным диском до превращения в пластинку, которую после введения загибаем. После коррекции дистальную часть протеза фиксируем на оси описанным выше способом.Если опорные коронки телескопические, то ось в сочленении можно делать и на заклепку, поскольку сбивание протеза не представляет труда. Опорные коронки фиксируем на цемент, а если . нужна перебазировка седла, то тонким фиссурным бором высвобождаем из пластмассы шероховатый кончик оси и после удаления последней разбираем мост. После перебазировки вновь собираем мост, а конец оси в пластмассе фиксируем «Арилоксидом ».
Промежуточную часть моделируем так же, как в любом мостовидном протезе. Жевательная поверхность может быть металлической, пластмассовой или комбинированной. Количество зубов зависит от антагонистов, типа жевания, длины дефекта и резервных возможностей опорных зубов. Пластинки П-образной части, отлитые вместе с промежуточной частью, имеют закругления угла, обращенного в сторону десны. Это обеспечивает микроповорот по оси сочленения и исключает рычагообразный вывих опорных зубов (см. рис. 4б,а,б). Таким образом, седло всегда находится в контакте с десной и между ними не попадает пища.
Промежуточную часть и седло соединяем балкой
В зависимости от ситуации в полости рта седло моделируем в наиболее благоприятном месте для обеспечения оптимальных гигиенических условий. Меняя длину промежуточной части и балки, определяем оптимальную нагрузку на опорные зубы и десну. Балку диаметром 2,5—3 мм моделируем параллельно десне на расстоянии 3—4 мм от нее. Под углом 45° она переходит в центр седла. Седло является дистальной опорой бруклинского моста. Оно состоит из металлической сетки и пластмассового покрытия с опорной площадью не более 1 см2 и плавным переходом края на десну. Общая толщина седла 1,5—2 мм. Полировка поверхности должна быть идеальной.
Источник: Суров О. Н., «Зубное протезирование на имплантатах» 1993