Цельнометаллическая коронка т нержавеющей стали с окончательной штамповкой (опрессовкой) наружным методом.
Изготовив и загипсовав модели в положении центральной окклюзии в окклюдатор, техник присылает к 1равировке зубов и очерчиванию их шеек.
Под гравировкой понимают снятие наплывов гипса в области шейки. Она проводится острым, тонким инструментом. Лезвие скальпеля или шпателя располагают на той поверхности, в области которой гравируется шейка. Несоблюдение этою правила приведет к неточности коронки. Межзубные промежутки, заполненные гипсом, -равируются тем же инструментом или лобзиком. Опорный зуб отделяется от рядом- стоящих зубов щелью, доходящей до вершины десневого сосочка. Такое разделение (сепарация) не должно осуществляться за счет соседнего зуба, т.к. в этом случае коронка получится неточной.
После гравировки очерчивают клиническую шейку зуба мягким химическим карандашом, заточенным в виде лопатки. Важно провести карандаш строго по линии гравировки.
Моделировкой с помощью воска придают зубу необходимую форму. Перву ю порцию воска разогревают на шпателе до кипения и наносят на зуб. Благодаря этому воск хорошо соединяется q гипсом. Последующие порции накладывают в расплавленном состоянии. На чернильную линию и около нее воск не наливают, чтобы не изменить объем шейки зуба. На все поверхности воска наливают с некоторым избытком. Смазывают вазелином или смачивают водой зубы- антагонисты и, пока воск мягкий, смыкают окклюдатор. На воске получаются отпечаток зубов-антагонистов. После затвердевания воска приступают к приданию зубу анатомической формы сначала с вестибулярной, потом с оральной, контактных сторон и, наконец, моделируют окклюзионную поверхность.
Смоделированный зуб по объёму должен быть меньше восстанавливаемого на толщину коронки со всех поверхностей. Жевательные бугры моделируют невысокими, а бороздки (фиссуры) между буграми - широкими. Все поверхности и грани закругляют. После этого воск сглаживают, проводя зуб над пламенем горелки. Модели отбиваются от окк- людатора.
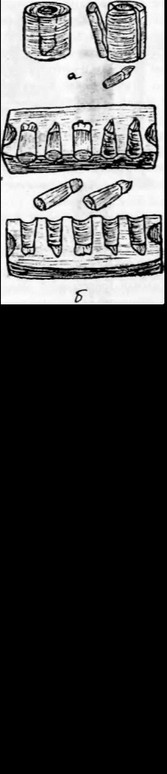
Техник приступает к получению металлических штампов. Для этого после смачивания модели в воде выделяет из модели фрагмент с отмоделированным зубом, а из цоколя модели делают основание гипсового столбика. Гипс срезают ножом равномерно со всех сторон, следя за тем, чтобы ось столбика совпадала с осью коронки зуба, а диаметр его был равен диаметру зуба в области шейки (рис. 47).

Рис. 47. Гипсовые столбики, а - линией отмечена клиническая шейка зуба б - по верхнему краю канавки обозначена длина искусственной коронки
Основание столбика делают перпендикулярным оси последнего. Высота столбика 2-2,5 см. Около чернильной линии не должно быть излишков гипса, но сама линия должна быть сохранена и лежать не в бороздке, а на поверхности зуба. На основании столбика, параллельно чернильной линии, отступя от нее 0,5 мм делают углубление (канавку) шириной и глубиной около 1 мм с четко выраженным верхним краем, который и будет определять длину будущей коронки. Между линией и канавкой гипс располагается отвесно. Любое отклонение обязательно приведет к неточности коронки. На столбике пишут зубную формулу, номер заказа, в ряде случаев обозначают вестибулярную поверхность. Столбик для изоляции погружают в воду или раствор канцелярского клея. Замешивают гипс и заливают его в резиновые, бумажные кольца или блоки. Столбик погружают в жидкий гипс посередине кольца, строго вертикально, коронковой частью вниз. На получившейся гипсовой форме делают два противостоящих вертикальных надреза, соединяют их по дну и, вложив в один из надрезов лезвие ножа, легким поворотом рукоятки раскалывают форму (рис. 48). Если столбик не отделился, половинки аккуратно складывают и, надрезав, раскалывают на четверти ту половину, в которой удерживается столбик. После рассоединения форма складывается
ют клиновидные вырезки (замки), изолируют водой гипс и, установив полублок в пластины, заливают новую порцию гипса высотой 2-2,5 см. Затвердевший блок рассоединяют по линии изоляции, аккуратно удаляют все столбики, по клиновидным вырезкам и соответствующим выступам составляют блок в единственно правильном положении. Таким образом делают форму зуба, на который изготавливается коронка.
В специальной ложке расплавляют легкоплавкий сплав до такого состояния, пока в центре ложки не останется маленький островок твердого сплава. Легким покачиванием ложки сплав перемешивается и заливается в слегка наклоненный гипсовый блок или "тумбочку". После охлаждения сплава форму раскрывают и получают первые метазпиче- ские штампы. Таким же образом получают вторые, а если есть необходимость, то и третьи. Как правило, первые штампы бывают более точными. Их оставляют для окончательной штамповки (опрессовки). Иногда на первых штампах могут обозначиться круглые поры. Они получаются вследствие образования водяного пара во влажной гипсовой форме при заливке в нее перегретого сплава. В этом случае более точным окажется второй штамп, его и следует оставить для окончательной штамповки.
Полученные штампы обрабатывают напильником, устраняя только швы и наплывы, и приступают к подбору гильз. Если гильза по диаметру не подходит к штампу, ее протягивают в аппарате. На зуб, имеющий овальную или плоскую форму, круглая гильза накладывается с большими зазорами. Для точного подбора гильзу сдавливают между подвижной кареткой и верхней планкой аппарата. Правильно подогнанная гильза должна с трудом накладываться на штаущ до экватора (рис. 49).
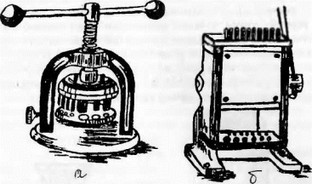
Рис. 49. Аппараты для калибровки (протягивания) пмы: а - .Парна, б - Самсона
Гильзу отжигают при температуре 1050-1100°С влечение 0,5-1 мин., охлаждают на воздухе и накладывают па штамп. Удерживая с помощью кусачек штамп в левой руке, ударами молоточка, направленными от дна гильзы к ее стендам, при- тают гильзе фору.1 зуба, одновременно насаживая ес до упора в окк иозионные бугры или поверхность. Для облегчения и ускорения насаживания гильзы на штамп с помощью пробойника выбивают в свинцовой форме ("подушке") углубление, соответствующее окклюзионной поверхности штампа, куда вко лачивают гильзу на штампе до гех пор. пока на тис гильзы не появятся первые отпечатки окклюзионной поверхности !уба После этого молоточком проштамповывают бороздки на зубе, оформляют края коронки, ее углы и скаты. Предварительная штамповка считается закопченной, если коронка принимает форму штампа. Коронка без тру да снимается со штампа после постукивания по ее экватору. Но это возможно только в том случае, если при предварительной штамповке молоточком не наносились у дары между экватором и шейкой зуба. Для облегчения снятия штамп перед насаживанием коронки рекомендуется натереть парафином или стеарином
После термической обработки приступают к опрессовке или окончательной штамповке коронке. Коронку надевают на первый (самые точный) штамп и, обернув тканью или плотной бумагой, помешают в центр цилиндра, наполненного мольдином или сырой резиной, окклюзионной поверхностью вниз (рис. 50). Приводят в движение пресс, поршень которого, уплотняя в цилиндре массу, заставляет коронку принять форму, на который она насажена.
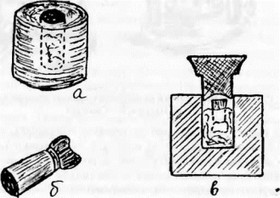
Рис. 50. Опрессовка коронок наружным методом (метод Паркера): а - цилиндр с мольдином; б - коронка на металлическом штампе; в - поршень
Для тою, чтобы сохранить полученную в результате опрессовки форму, коронку не снимают с модели-штампа (как это делали после предварительной штамповки), а расплавляют сплав штампа. Освобождают коронку от остатков сплава и готовят ее к проверке - коронку снова термически обрабатывают и придают ей соответству ющую длину. Это делается тремя способами.
По первому способу одномоментно после окончательной штамповки и расплавления сплава штампа подрезают коронку, ориентируясь на верхний край канавки. Затем удаляют с гипсового столбика восковой жватор зуба и потихоньку продвигают коронку по столбику . Если край коронки (особенно с контактных сторон) пересечет канавку раньше, чем коронка до конца оденется на столбик, ее снимают и укорачивают в этом участке на шлифмашине. Удаляют образовавшиеся заусенцы и вновь накладывают коронку на столбик. Так поступают до тех пор, пока край коронки по всей окружности не установится строго по верхнему краю канавки. Одновременно проверяют точность штамповки. Если край коронки при продвижении ее по столбику' срезает часть гипса, значит коронка заужена или край ее загибается в канавку. Если же между стенкой гипсового столбика и коронкой после продвижения осталась щель, коронка полу чилась широкой.
По второму способу предварительно гильза подрезается вначале после, протягивания и отжига. Ее прикладывают к штампу так, чтобы дно находилось на уровне окклюзионной поверхности зуба. Излишки гильзы в области шейки удаляют, ориентируясь на самую высокую поверхность зуба (обычно вестибулярную). В области контактных сторон на гильзе делают полулунные вырезки по форме десны канавки на штампе. Второй раз коронка подрезается после предварительной штамповки. Для этого шпателем отмечают край коронки на штампе. Коронку снимают, кладут перед собой штамп и, поворачивая его и, соответственно, коронку, подрезают излишки в виде ленты, которая соответствует пространству между канавкой и отметкой. Подравнивают край коронки на моторе, располагая его по верхнему краю канавки. Можно подрезать коронку и по гипсовому столбику. Такой прием не требует дополнительного наложения и снятия коронки с металлического штампа, но после окончательной штамповки исчезает возможность проверить точность изготовления коронки на гипсовом столбике.
Волгин упростил технику окончательного подрезания коронки, используя нехитрое приспособление (третий способ). Один конец шпателя для замешивания цемента оформляется в виде двух усов с полулунной вырезкой между ними. На штампе (без коронки и гильзы) один ус проводят по канавке, а второй чертит на основании штампа параллельную линию. После предварительной штамповки коронки, насаженной на штамп, ставят один ус шпателя по начерченной линии, а второй оставляет на коронке царапину, по которой и следует окончательно подрезать готовую коронку.
Изготовленная коронка перед передачей на примерку отжигается. Этим приемом стали возвращается однородная (аустенитная) структура, нарушенная во время штамповки. Благодаря этому коронка лучше припасовывается, полируется, улу чшаются противокоррозийные свойства стали.
Если для одного пациента изготовлено несколько, особенно близких по форме коронок, они насаживаются на соответствующие столбики, склеиваются воском в блоки, чтобы облегчить работу врач.
После проверки коронки в полости рта работу возвращают в лабораторию. Техник отбеливает коронку, погружая ее в кипящий отбел на 0,5-1 минуту . Удлинение сроков отбеливания истончает протез, он плохо полируется Нормой отбеливания считают светлую коронку, у которой в бороздках (фиссурах) сохранились остатки окалины.
Коронку тщательно промывают водой, протирают и приступают к шлифовке. Притупленным шаровидным бором удаляют темный налет из бороздок (фиссу р). Насадив коронку на деревянную палочку, придают ей гладкий вид с помощью резинового эластичного кру га. Работают без нажима, щадя углы и грани.
Полируют на колесовидном фильце с применением пасты ГОИ. С помощью волосяной и нитяной щеток придают поверхностям протеза зеркальный блеск с синеватым отливом. Протирают коронку бензином, освобождая ее от остатков пасты, обрабатывают спиртом, высушивают и насаживают на соответствующий столбик. Оформляют документацию и передают работу во врачебный кабинет.
Под гравировкой понимают снятие наплывов гипса в области шейки. Она проводится острым, тонким инструментом. Лезвие скальпеля или шпателя располагают на той поверхности, в области которой гравируется шейка. Несоблюдение этою правила приведет к неточности коронки. Межзубные промежутки, заполненные гипсом, -равируются тем же инструментом или лобзиком. Опорный зуб отделяется от рядом- стоящих зубов щелью, доходящей до вершины десневого сосочка. Такое разделение (сепарация) не должно осуществляться за счет соседнего зуба, т.к. в этом случае коронка получится неточной.
После гравировки очерчивают клиническую шейку зуба мягким химическим карандашом, заточенным в виде лопатки. Важно провести карандаш строго по линии гравировки.
Моделировкой с помощью воска придают зубу необходимую форму. Перву ю порцию воска разогревают на шпателе до кипения и наносят на зуб. Благодаря этому воск хорошо соединяется q гипсом. Последующие порции накладывают в расплавленном состоянии. На чернильную линию и около нее воск не наливают, чтобы не изменить объем шейки зуба. На все поверхности воска наливают с некоторым избытком. Смазывают вазелином или смачивают водой зубы- антагонисты и, пока воск мягкий, смыкают окклюдатор. На воске получаются отпечаток зубов-антагонистов. После затвердевания воска приступают к приданию зубу анатомической формы сначала с вестибулярной, потом с оральной, контактных сторон и, наконец, моделируют окклюзионную поверхность.
Смоделированный зуб по объёму должен быть меньше восстанавливаемого на толщину коронки со всех поверхностей. Жевательные бугры моделируют невысокими, а бороздки (фиссуры) между буграми - широкими. Все поверхности и грани закругляют. После этого воск сглаживают, проводя зуб над пламенем горелки. Модели отбиваются от окк- людатора.
Техник приступает к получению металлических штампов. Для этого после смачивания модели в воде выделяет из модели фрагмент с отмоделированным зубом, а из цоколя модели делают основание гипсового столбика. Гипс срезают ножом равномерно со всех сторон, следя за тем, чтобы ось столбика совпадала с осью коронки зуба, а диаметр его был равен диаметру зуба в области шейки (рис. 47).
Рис. 47. Гипсовые столбики, а - линией отмечена клиническая шейка зуба б - по верхнему краю канавки обозначена длина искусственной коронки
Основание столбика делают перпендикулярным оси последнего. Высота столбика 2-2,5 см. Около чернильной линии не должно быть излишков гипса, но сама линия должна быть сохранена и лежать не в бороздке, а на поверхности зуба. На основании столбика, параллельно чернильной линии, отступя от нее 0,5 мм делают углубление (канавку) шириной и глубиной около 1 мм с четко выраженным верхним краем, который и будет определять длину будущей коронки. Между линией и канавкой гипс располагается отвесно. Любое отклонение обязательно приведет к неточности коронки. На столбике пишут зубную формулу, номер заказа, в ряде случаев обозначают вестибулярную поверхность. Столбик для изоляции погружают в воду или раствор канцелярского клея. Замешивают гипс и заливают его в резиновые, бумажные кольца или блоки. Столбик погружают в жидкий гипс посередине кольца, строго вертикально, коронковой частью вниз. На получившейся гипсовой форме делают два противостоящих вертикальных надреза, соединяют их по дну и, вложив в один из надрезов лезвие ножа, легким поворотом рукоятки раскалывают форму (рис. 48). Если столбик не отделился, половинки аккуратно складывают и, надрезав, раскалывают на четверти ту половину, в которой удерживается столбик. После рассоединения форма складывается
ют клиновидные вырезки (замки), изолируют водой гипс и, установив полублок в пластины, заливают новую порцию гипса высотой 2-2,5 см. Затвердевший блок рассоединяют по линии изоляции, аккуратно удаляют все столбики, по клиновидным вырезкам и соответствующим выступам составляют блок в единственно правильном положении. Таким образом делают форму зуба, на который изготавливается коронка.
В специальной ложке расплавляют легкоплавкий сплав до такого состояния, пока в центре ложки не останется маленький островок твердого сплава. Легким покачиванием ложки сплав перемешивается и заливается в слегка наклоненный гипсовый блок или "тумбочку". После охлаждения сплава форму раскрывают и получают первые метазпиче- ские штампы. Таким же образом получают вторые, а если есть необходимость, то и третьи. Как правило, первые штампы бывают более точными. Их оставляют для окончательной штамповки (опрессовки). Иногда на первых штампах могут обозначиться круглые поры. Они получаются вследствие образования водяного пара во влажной гипсовой форме при заливке в нее перегретого сплава. В этом случае более точным окажется второй штамп, его и следует оставить для окончательной штамповки.
Полученные штампы обрабатывают напильником, устраняя только швы и наплывы, и приступают к подбору гильз. Если гильза по диаметру не подходит к штампу, ее протягивают в аппарате. На зуб, имеющий овальную или плоскую форму, круглая гильза накладывается с большими зазорами. Для точного подбора гильзу сдавливают между подвижной кареткой и верхней планкой аппарата. Правильно подогнанная гильза должна с трудом накладываться на штаущ до экватора (рис. 49).
Рис. 49. Аппараты для калибровки (протягивания) пмы: а - .Парна, б - Самсона
Гильзу отжигают при температуре 1050-1100°С влечение 0,5-1 мин., охлаждают на воздухе и накладывают па штамп. Удерживая с помощью кусачек штамп в левой руке, ударами молоточка, направленными от дна гильзы к ее стендам, при- тают гильзе фору.1 зуба, одновременно насаживая ес до упора в окк иозионные бугры или поверхность. Для облегчения и ускорения насаживания гильзы на штамп с помощью пробойника выбивают в свинцовой форме ("подушке") углубление, соответствующее окклюзионной поверхности штампа, куда вко лачивают гильзу на штампе до гех пор. пока на тис гильзы не появятся первые отпечатки окклюзионной поверхности !уба После этого молоточком проштамповывают бороздки на зубе, оформляют края коронки, ее углы и скаты. Предварительная штамповка считается закопченной, если коронка принимает форму штампа. Коронка без тру да снимается со штампа после постукивания по ее экватору. Но это возможно только в том случае, если при предварительной штамповке молоточком не наносились у дары между экватором и шейкой зуба. Для облегчения снятия штамп перед насаживанием коронки рекомендуется натереть парафином или стеарином
После термической обработки приступают к опрессовке или окончательной штамповке коронке. Коронку надевают на первый (самые точный) штамп и, обернув тканью или плотной бумагой, помешают в центр цилиндра, наполненного мольдином или сырой резиной, окклюзионной поверхностью вниз (рис. 50). Приводят в движение пресс, поршень которого, уплотняя в цилиндре массу, заставляет коронку принять форму, на который она насажена.
Рис. 50. Опрессовка коронок наружным методом (метод Паркера): а - цилиндр с мольдином; б - коронка на металлическом штампе; в - поршень
Для тою, чтобы сохранить полученную в результате опрессовки форму, коронку не снимают с модели-штампа (как это делали после предварительной штамповки), а расплавляют сплав штампа. Освобождают коронку от остатков сплава и готовят ее к проверке - коронку снова термически обрабатывают и придают ей соответству ющую длину. Это делается тремя способами.
По первому способу одномоментно после окончательной штамповки и расплавления сплава штампа подрезают коронку, ориентируясь на верхний край канавки. Затем удаляют с гипсового столбика восковой жватор зуба и потихоньку продвигают коронку по столбику . Если край коронки (особенно с контактных сторон) пересечет канавку раньше, чем коронка до конца оденется на столбик, ее снимают и укорачивают в этом участке на шлифмашине. Удаляют образовавшиеся заусенцы и вновь накладывают коронку на столбик. Так поступают до тех пор, пока край коронки по всей окружности не установится строго по верхнему краю канавки. Одновременно проверяют точность штамповки. Если край коронки при продвижении ее по столбику' срезает часть гипса, значит коронка заужена или край ее загибается в канавку. Если же между стенкой гипсового столбика и коронкой после продвижения осталась щель, коронка полу чилась широкой.
По второму способу предварительно гильза подрезается вначале после, протягивания и отжига. Ее прикладывают к штампу так, чтобы дно находилось на уровне окклюзионной поверхности зуба. Излишки гильзы в области шейки удаляют, ориентируясь на самую высокую поверхность зуба (обычно вестибулярную). В области контактных сторон на гильзе делают полулунные вырезки по форме десны канавки на штампе. Второй раз коронка подрезается после предварительной штамповки. Для этого шпателем отмечают край коронки на штампе. Коронку снимают, кладут перед собой штамп и, поворачивая его и, соответственно, коронку, подрезают излишки в виде ленты, которая соответствует пространству между канавкой и отметкой. Подравнивают край коронки на моторе, располагая его по верхнему краю канавки. Можно подрезать коронку и по гипсовому столбику. Такой прием не требует дополнительного наложения и снятия коронки с металлического штампа, но после окончательной штамповки исчезает возможность проверить точность изготовления коронки на гипсовом столбике.
Волгин упростил технику окончательного подрезания коронки, используя нехитрое приспособление (третий способ). Один конец шпателя для замешивания цемента оформляется в виде двух усов с полулунной вырезкой между ними. На штампе (без коронки и гильзы) один ус проводят по канавке, а второй чертит на основании штампа параллельную линию. После предварительной штамповки коронки, насаженной на штамп, ставят один ус шпателя по начерченной линии, а второй оставляет на коронке царапину, по которой и следует окончательно подрезать готовую коронку.
Изготовленная коронка перед передачей на примерку отжигается. Этим приемом стали возвращается однородная (аустенитная) структура, нарушенная во время штамповки. Благодаря этому коронка лучше припасовывается, полируется, улу чшаются противокоррозийные свойства стали.
Если для одного пациента изготовлено несколько, особенно близких по форме коронок, они насаживаются на соответствующие столбики, склеиваются воском в блоки, чтобы облегчить работу врач.
После проверки коронки в полости рта работу возвращают в лабораторию. Техник отбеливает коронку, погружая ее в кипящий отбел на 0,5-1 минуту . Удлинение сроков отбеливания истончает протез, он плохо полируется Нормой отбеливания считают светлую коронку, у которой в бороздках (фиссурах) сохранились остатки окалины.
Коронку тщательно промывают водой, протирают и приступают к шлифовке. Притупленным шаровидным бором удаляют темный налет из бороздок (фиссу р). Насадив коронку на деревянную палочку, придают ей гладкий вид с помощью резинового эластичного кру га. Работают без нажима, щадя углы и грани.
Полируют на колесовидном фильце с применением пасты ГОИ. С помощью волосяной и нитяной щеток придают поверхностям протеза зеркальный блеск с синеватым отливом. Протирают коронку бензином, освобождая ее от остатков пасты, обрабатывают спиртом, высушивают и насаживают на соответствующий столбик. Оформляют документацию и передают работу во врачебный кабинет.
Источник: Смирнов Б А.. Щербаков А. С., «Зуботехническое дело в стоматологии.» 2002
А так же в разделе « Цельнометаллическая коронка т нержавеющей стали с окончательной штамповкой (опрессовкой) наружным методом. »
- Глава 33. Традиционные и нетрадиционные методики изготовления протезов при дефектах твердых тканей зуба
- Штампованные коронки
- Цельнометаллическая штампованная коронка из нержавеющей хромоникелевой стапи с окончательной штамповкой (опрессовкой) комбинированным методом.
- Особенности изготовления телескопических коронок
- Особенности изготовления штампованной коронки из сплавов благородных мешаное.
- Штампованная коронка с литой жевательной поверхностью
- Экваторная коронка
- Особенности изготовления коронок под кламмеры
- Причины неточностей при изготовлении штампованных коронок и способы их предупреждения
- Цельнолитая металлическая коронка
- Металлическая коронка с нитридтитановым напылением.
- Коронка vi пластмассы
- Комбинированная коронка
- Коронка т фарфора