Г лава 48. Замена воска на пластмассу литьевым способом
Широко применяемый в зуботехнической лаборатории метод компрессионного прессования пластмассового теста, описанный в предыдущей главе, не обеспечивает абсолютной точности готового протеза созданной перед этим восковой композиции, т.к. между основанием и контром кюветы всегда образуется дополнительный, практически не регулируемый слой пластмассы-грат. На величину грата утолщается смоделированный базис и завышается нижняя треть лица. Могут нарушаться контакты между зубами, созданные ранее. Особенно заметны эти искажения при гипсовке зубов, поставленных на приточке обратным способом.
Эти недостатки устраняются при введении пластмассы в заранее закрытую форму через литьевой канал с помощью шприц-пресса (рис. 91).
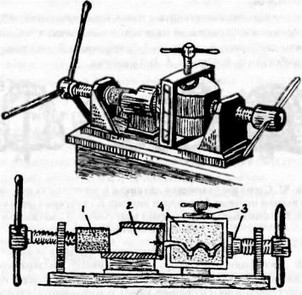
Рис. 91. Шприц-пресс: 1 - резиновый поршень; 2 - загрузочная камера; 3- прижимное устройство; 4 - кювета
Литниковая система, создаваемая с целью проникновения пластмассы во все участки, освобожденные воском, в данном случае имеет свои особенности, т.к. пластмасса, в отличие от сплавов металлов, имеет большую вязкость и способна увлекать за собой пузырьки воздуха, а форма из гипса хорошо впитывает в себя мономер.
Учитывая это и другие факторы, рекомендуют соблюдать следующие правила построения литниковой системы при литье пластмассы:
-литникам следует придавать круглую форму;
-литниковые каналы следует делать короткими и прямыми;
- вся литниковая система должна создаваться с учетом принципа расширения диаметра следующего литника;
- наилучший диаметр основного (начального) литника
- 5 мм;
-лигник должен входить в толщу пластмассы (рис. 92) Методику формования акриловых пластмасс в жидкотекучем состоянии в условиях зуботехнической лаборатории разработали Э. Я. Варес и А. В. Павленко.
Охлажденные порошок и жидкость, взятые в определенной пропорции, тщательно перемешивают, выдерживают 2 мин. на воздухе и выливают в загрузочную камеру комплекта, состоящего из шприц-кювет и поршневого устройства. Через 1-1,5 мин. форму заполняют и уплотняют в ней пластмассу при помощи поршня. После 8-10 мин. выдержки
систему подкручивают на пол-оборота и приступают к полимеризации пластмассы. Вначале проводят направленную полимеризацию, т.е. наг ревают кювету в течение 25-30 мин. со стороны, противоположной поступлению формуемой массы. Затем загрузочную камеру отделяют, а кювету переносят в сушильный шкаф для общей полимеризации при температуре 120°С в течение полутора часов. Ю. К. Курочкин предложил смешанный способ формования акриловых пластмасс, позволяющий использовать последние как в жидком, так и в тестообразном состоянии с пол) чением точного протеза.
Источник: Смирнов Б А.. Щербаков А. С., «Зуботехническое дело в стоматологии.» 2002
А так же в разделе «Г лава 48. Замена воска на пластмассу литьевым способом »
- Глава 36. Краткая характеристика элементов протеза. Этапы изготовления. Понятие об обследовании пациента, планировании и получении оттисков
- Глава 37. Изготовление моделей
- Глава 38. Изготовление восковых базисов с окклюзионными валиками (прикусных шаблонов)
- Глава 39. Понятие об определении центрального соотношения челюстей. Подбор искусственных зубов по цвету и форме
- Глава 40. Приборы, воспроизводящие движения иижнеп челюсти
- Установка моделей в шарнирный окклюдатор
- Установка моделей в среоний анатомический артикулятор
- Глава 41. Понятие о фиксации и стабилизации. Изготов- ление удерживающих приспособлений
- Кламмеры
- Многозвеньевой кламмер
- Денто-ачьвео лярныи кчаимер
- Телескопический кламмер
- Замковое крепление
- Балочное крепление
- Глава 42. Постановка искусственных зубов.
- Глава 43. Предварительная моделировка восковой композиции протеза
- Глава 44. Понятие о проверке конструкции протеза
- Глава 45. Окончательная моделировка восковой композиции протеза
- Глава 46. Гипсовка модели с восковой композицией протеза в кювету
- Глава 47. Подготовка гипсовой формы. Формовка, полимеризация пластмассы
- Глава 49. Замена воска на пластмассу с использованием СВЧ-излучения
- Глава 50. Обработка, шлифовка, полировка протеза
- Глава 51. Понятие о наложении съемного протеза на че- люсть. Коррекция протеза
- Съёмные пластиночные протезы с металлическими оазисами