Глава 55. Изготовление бюгельного протеза простейшей конструкции
Бюгельный протез простейшей конструкции имеет каркас, изготовленный по частям, два кламмера, два седла с пластмассовыми зубами. Каркас можно изготовить различными методами. В настоящее время их готовят методом литья. С внедрением в зуботехнические лаборатории лазерной сварки технология вновь получила право на существование.
Изготовление бюгельного протеза простейшей конструкции укладывается в следующую схему
Для бюгельных протезов рабочие оттиски должны быть особенно точными. Если зубы, на которые планируется изготовить опорно-удерживающие кламмеры, запломбированы или имеют коническую форму, их перед изготовлением бюгельных протезов покрывают коронками, изготовленными из того же материала, что и кламмеры каркаса. При протезиро-
вании без препарирования опорных зубов техник получает модель из высокопрочного гипса.
Определение центрального соотношение челюстей (центральной окклюзии) при наличии большого числа антагони- рующих пар естественных зубов может провести зубной техник. Если по зубным признакам составить модели с абсолютной достоверностью не удастся, техник готовит прикусные шаблоны.
Модели, составленные в положении центральной окклюзии техник загипсозывает в окклюдатор и передает врачу для нанесения рисунка каркаса, границ седел (базисов) протезов.
На верхней челюсти, начавшись между шестым и седьмым зубом с одной стороны, дуга, повторяя форму неба, немного отходит кзади, располагаясь над хорошо податливой слизистой оболочкой. Благодаря этому, протез лучше фиксируется. Под воздействием атрофических процессов протез со временем оседает и, если дуга располагалась над неподатливой слизистой, она вызовет пролежни. Наконец, у человека в состоянии физического покоя кончик языка, как правило, располагается в области переднего отдела свода неба, у небных складок, следовательно, расположение дуги в задней трети меньше мешает пациенту.
При сильно выраженном торусе, плоском небном своде, повышенном рвотном рефлексе дугу располагают в передней трети неба. В отдельных случаях заднюю полосу сочетают с передней, придавая каркасу форму рамы.
Дуга протеза на нижнюю челюсть может отставать от модели на 0,5 мм, если оральный скат альвеолярного отростка отвесный. Когда язычный скат имеет наклон кзади, расстояние между дутой и слизистой оболочкой следует увеличить до 1-1,2 мм, т.к. более тесное прилежание может привести к появлению пролежней при оседании протеза. На язычной поверхности альвеолярного отростка под десневым краем у некоторых людей имеется валик слизистой. Часто, с целью уложить дугу менее заметно, стараются спрятать ее под валик. После изготовления протеза врач отмечает большие трудности при наложении протеза, а пациент будет жаловаться на боли.
В паяном (сварном) каркасе места соединения планируют таким образом, чтобы в готовом протезе они были покрыты пластмассой.
Для того, чтобы детали плотно прилегали друг к другу, сначала изготавливают дугу и только после её обработки и шлифовки делают кламмеры. После замены восковых композиций кламмеров на металлический сплав в местах соединения получается прочный шов
Перед моделировкой дуги разогревают пластинку бюгель- ного воска толщиной 0,5 мм и обжимают её по оральному скату альвеолярного отростка в границах седла (базиса). Вторую пластинку укладывают и на первую, и на гипс небного свода. Таким образом, создаётся необходимый, одинаковой величины, просвет между дугой и слизистой оболочкой величиной 0,5 мм, а в области седел - равный 1,0 мм.
Для моделировки каркаса используют профильный воск. Эластичная форма из комплекта "Формодент", рассчитанная на литье КХС, при литье нержавеющей хромоникелевой стали, имеющей худшие показатели жидкотекучести, окажется невостребованной. Для того, чтобы исключить деформацию дуги при формовке и литье, а также облегчить прохождение сплава во все участки седловидные части соединяют пере мычкон (рис. 98). В один конец перемычки литейщик закрепит литник и по методике литья нержавеющей хромоникелевой стали (см. раздел "Литейное дело”) заменит воск на металлический сплав.
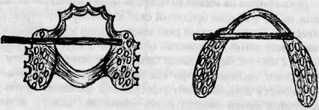
Рис. 98. Восковые композиции дуг, соединенные перемычками.
После литья удаляют перемычку и литник. Дугу обрабатывают, шлифуют, полируют за исключением участков будущей спайки (сварки). Укладывают на модель в правильном положении и приступают к моделировке кламмеров. В простых бюгельных конструкциях часто применяют классические кламмеры Акера. Кламмер имеет два плеча, окклюзионную накладку, тело и отросток. Плечи располагаются в пришеечной части зуба (по аналогии с плечами гнутых кламмеров), окклюзионную накладку размещают в фиссуре (бороздке) на жевательной поверхности, тело - с проксимальной, как правило, той, которая обращена в сторону дефекта зубного ряда. Благодаря отростку кламмер надежно соединяется с каркасом протеза.
Зуб, с нанесёнными на него контурами кламмера, обжимают пластинкой бюгельного воска. В пределах контуров добавляют расплавленный воск, создавая плечи, накладку', отросток. После затвердевания воск сглаживают, придавая детали необходимые размеры. Тёплым шпателем отделяют кламмер от излишков воска за пределами контуров, замыкают плечи восковой перемычкой, чтобы при формовке не произошло их деформации и передают в литье.
После литья от кламмеров отпиливают литники, удаляют перемычки. Кламмеры обрабатывают, шлифуют и полируют (за исключением отростков). Все детали укладываются на модель и свариваются (лазерным лучом - окончательно, точечной сваркой - перед будущей пайкой). Если каркас предполагается паять припоем, его склеивают воском, осторожно снимают с модели и гипсуют для пайки, оставляя места пайки максимально свободными от гипса. Отбеливают только те участки, в которых соединяли детали припоем. Если каркас после спайки потемнел его полируют.
При проверке каркаса на модели врач обращает внимание
на следу ющее:
а) каркас не должен балансировать,
б) должен легко сниматься и фиксироваться на своем месте,
в) дута отстоит на положенное расстояние и находится в пределах начерченных границ,
г) плечи кламмеров располагаются в точно спроектированных местах,
д) окклюзионные накладки плотно прилежат к зубам, не
мешают смыканию с антагонистами, достаточно прочны,
е) все края каркаса закруглены.
Большая часть этих требований, проверенных на моделях, проверяется в полости рта.
Иногда на этом этапе выявляются неточности, без устранения которых нельзя продолжать изготовление протеза. Они возникают по целому ряду причин:
Отмеченные недостатки устраняют. Если рабочая модель при получении каркаса сделалась неточной, врач получает новый оттиск для того, чтобы постановку искусственных зубов, моделировку и замену воска на пластмассу, техник мог провести на безупречной рабочей модели.
Подбор и постановка искусственных зубов проводятся по правилам изготовления частичных съемных протезов.
Перед постановкой зубов старую, неровную восковую подкладку заменяют новой, на нее накладывают каркас, сверху обжимают его базисным воском, закрепляют небольшой восковой валик. Перед постановкой первого искусственного зуба можно завысить прикус в окклюдаторе на 0,5 мм. Пришлифовывают контакты в готовом протезе и легко устраняют это завышение, улучшая смыкание зубов. Моделируют седла (базисы), уточняя их границы, толщину. Все участки воска, в том числе и межзубные промежутки, должны быть гладкими. Это особенно важно в сложных конструкциях, где подходы при обработке отдельных участков особенно затруднены. Проверяют как снимается и накладывается про
тез, закругляют края восковых базисов и отправляют работу врачу для проверки конструкции протезов.
Врач самым внимательным образом обследует все детали, взаимоотношения элементов протеза с моделью, аналогичность этих взаимоотношений в полости рта. Недостатки, недоработки, пропущенные на данном этапе, в готовом протезе устранить будет сложно, а подчас и невозможно.
Техник устраняет неточности, отмеченные врачом при проверке конструкции протезов и готовит модель к загипсов- ке в кювету. Края восковых базисов по всему периметру приливают к модели кипящим воском. Расплавленным воском закрывают места вхождения дуги и кламмеров в базисы и отбивают модель от окклюдатора.
При обратном методе гипсовки в кювету, ошибочно используемом некоторыми техниками, каркас протеза оказывается приподнятым по отношению к слизистой полости рта с увеличением расстояния между дугой и слизистой. Это увеличение будет тем больше, чем толще пленка (грат) между двумя частями кюветы. Чтобы элементы каркаса сохранили положение, зафиксированное на предыдущих этапах, необходимо применить литьевое прессование, а при компрессионном методе воспользоваться комбинированным способом гипсовки.
Загипсовку начинают в контр кюветы. При этом дугу и кламмеры покрывают слоем гипса, плавно сглаживая все неровности. Произолировав первую порцию заливают вторую порцию гипса, а после ее затвердевания выплавляют воск. В основание кюветы переходят только искусственные зубы. Форму изолируют. Если протез изготавливают с предварительным покрытием опорных зубов коронками, их заполняют ватой, чтобы туда не попала пластмасса. Замену воска на пластмассу проводят по методике изготовления частичного съемного протеза. При обработке, шлифовке и полировке щадят полированные металлические детали. Дугу и кламмеры, потускневшие при полимеризации, полируют в последнюю очередь. Чтобы паста ГОИ не проникла между сплавом и пластмассой, эти участки предварительно заклеивают уз-
кими полосками лейкопластыря. Протез моют щеткой с мылом и передают врачу для наложения на челюсть.
Изготовление бюгельного протеза простейшей конструкции укладывается в следующую схему
|
Клинические мероприятия |
Лабораторные мероприятия |
|
1.а) обследование пациента, б) планирование лечения, в) получение оттисков челюстей |
1. а) изготовление моделей, б) изготовление восковых базисов с прикусными валиками |
|
2. а) определение централ иного соотношения челюстей, б) нанесение рисунка каркаса на модель (черчение модели). |
2. а) гипсовка моделей в окклюда- тор, б) моделировка элементов каркаса, в) замена восковых композиций на металлический сплав, г/обработка, паяние (сварка) каркаса |
|
3-Проверка каркаса на модели и в полости рта пациента. |
3. а) постановка искусственных зубов, б) моделировка седел (базисов). |
|
4.Проверка конструкции протезов. |
4. а) замена воска на пластмассу, б) обработка, шлифовка, полировка протеза. |
|
5. а) наложение протеза в полости рта, б) рекомендации и наставления пациенту. |
|
Для бюгельных протезов рабочие оттиски должны быть особенно точными. Если зубы, на которые планируется изготовить опорно-удерживающие кламмеры, запломбированы или имеют коническую форму, их перед изготовлением бюгельных протезов покрывают коронками, изготовленными из того же материала, что и кламмеры каркаса. При протезиро-
вании без препарирования опорных зубов техник получает модель из высокопрочного гипса.
Определение центрального соотношение челюстей (центральной окклюзии) при наличии большого числа антагони- рующих пар естественных зубов может провести зубной техник. Если по зубным признакам составить модели с абсолютной достоверностью не удастся, техник готовит прикусные шаблоны.
Модели, составленные в положении центральной окклюзии техник загипсозывает в окклюдатор и передает врачу для нанесения рисунка каркаса, границ седел (базисов) протезов.
На верхней челюсти, начавшись между шестым и седьмым зубом с одной стороны, дуга, повторяя форму неба, немного отходит кзади, располагаясь над хорошо податливой слизистой оболочкой. Благодаря этому, протез лучше фиксируется. Под воздействием атрофических процессов протез со временем оседает и, если дуга располагалась над неподатливой слизистой, она вызовет пролежни. Наконец, у человека в состоянии физического покоя кончик языка, как правило, располагается в области переднего отдела свода неба, у небных складок, следовательно, расположение дуги в задней трети меньше мешает пациенту.
При сильно выраженном торусе, плоском небном своде, повышенном рвотном рефлексе дугу располагают в передней трети неба. В отдельных случаях заднюю полосу сочетают с передней, придавая каркасу форму рамы.
Дуга протеза на нижнюю челюсть может отставать от модели на 0,5 мм, если оральный скат альвеолярного отростка отвесный. Когда язычный скат имеет наклон кзади, расстояние между дутой и слизистой оболочкой следует увеличить до 1-1,2 мм, т.к. более тесное прилежание может привести к появлению пролежней при оседании протеза. На язычной поверхности альвеолярного отростка под десневым краем у некоторых людей имеется валик слизистой. Часто, с целью уложить дугу менее заметно, стараются спрятать ее под валик. После изготовления протеза врач отмечает большие трудности при наложении протеза, а пациент будет жаловаться на боли.
В паяном (сварном) каркасе места соединения планируют таким образом, чтобы в готовом протезе они были покрыты пластмассой.
Для того, чтобы детали плотно прилегали друг к другу, сначала изготавливают дугу и только после её обработки и шлифовки делают кламмеры. После замены восковых композиций кламмеров на металлический сплав в местах соединения получается прочный шов
Перед моделировкой дуги разогревают пластинку бюгель- ного воска толщиной 0,5 мм и обжимают её по оральному скату альвеолярного отростка в границах седла (базиса). Вторую пластинку укладывают и на первую, и на гипс небного свода. Таким образом, создаётся необходимый, одинаковой величины, просвет между дугой и слизистой оболочкой величиной 0,5 мм, а в области седел - равный 1,0 мм.
Для моделировки каркаса используют профильный воск. Эластичная форма из комплекта "Формодент", рассчитанная на литье КХС, при литье нержавеющей хромоникелевой стали, имеющей худшие показатели жидкотекучести, окажется невостребованной. Для того, чтобы исключить деформацию дуги при формовке и литье, а также облегчить прохождение сплава во все участки седловидные части соединяют пере мычкон (рис. 98). В один конец перемычки литейщик закрепит литник и по методике литья нержавеющей хромоникелевой стали (см. раздел "Литейное дело”) заменит воск на металлический сплав.
Рис. 98. Восковые композиции дуг, соединенные перемычками.
После литья удаляют перемычку и литник. Дугу обрабатывают, шлифуют, полируют за исключением участков будущей спайки (сварки). Укладывают на модель в правильном положении и приступают к моделировке кламмеров. В простых бюгельных конструкциях часто применяют классические кламмеры Акера. Кламмер имеет два плеча, окклюзионную накладку, тело и отросток. Плечи располагаются в пришеечной части зуба (по аналогии с плечами гнутых кламмеров), окклюзионную накладку размещают в фиссуре (бороздке) на жевательной поверхности, тело - с проксимальной, как правило, той, которая обращена в сторону дефекта зубного ряда. Благодаря отростку кламмер надежно соединяется с каркасом протеза.
Зуб, с нанесёнными на него контурами кламмера, обжимают пластинкой бюгельного воска. В пределах контуров добавляют расплавленный воск, создавая плечи, накладку', отросток. После затвердевания воск сглаживают, придавая детали необходимые размеры. Тёплым шпателем отделяют кламмер от излишков воска за пределами контуров, замыкают плечи восковой перемычкой, чтобы при формовке не произошло их деформации и передают в литье.
После литья от кламмеров отпиливают литники, удаляют перемычки. Кламмеры обрабатывают, шлифуют и полируют (за исключением отростков). Все детали укладываются на модель и свариваются (лазерным лучом - окончательно, точечной сваркой - перед будущей пайкой). Если каркас предполагается паять припоем, его склеивают воском, осторожно снимают с модели и гипсуют для пайки, оставляя места пайки максимально свободными от гипса. Отбеливают только те участки, в которых соединяли детали припоем. Если каркас после спайки потемнел его полируют.
При проверке каркаса на модели врач обращает внимание
на следу ющее:
а) каркас не должен балансировать,
б) должен легко сниматься и фиксироваться на своем месте,
в) дута отстоит на положенное расстояние и находится в пределах начерченных границ,
г) плечи кламмеров располагаются в точно спроектированных местах,
д) окклюзионные накладки плотно прилежат к зубам, не
мешают смыканию с антагонистами, достаточно прочны,
е) все края каркаса закруглены.
Большая часть этих требований, проверенных на моделях, проверяется в полости рта.
Иногда на этом этапе выявляются неточности, без устранения которых нельзя продолжать изготовление протеза. Они возникают по целому ряду причин:
- вследствие запаздывания с получением модели по альгинатному оттиску,
- в результате стирания опорных зубов Кламмерами,
- вследствие деформации восковой композиции,
- в результате усадки сплава при литье,
- вследствие смещения деталей каркаса в процессе их спайки,
- в результате небрежной обработки, шлифовки и полировки.
Отмеченные недостатки устраняют. Если рабочая модель при получении каркаса сделалась неточной, врач получает новый оттиск для того, чтобы постановку искусственных зубов, моделировку и замену воска на пластмассу, техник мог провести на безупречной рабочей модели.
Подбор и постановка искусственных зубов проводятся по правилам изготовления частичных съемных протезов.
Перед постановкой зубов старую, неровную восковую подкладку заменяют новой, на нее накладывают каркас, сверху обжимают его базисным воском, закрепляют небольшой восковой валик. Перед постановкой первого искусственного зуба можно завысить прикус в окклюдаторе на 0,5 мм. Пришлифовывают контакты в готовом протезе и легко устраняют это завышение, улучшая смыкание зубов. Моделируют седла (базисы), уточняя их границы, толщину. Все участки воска, в том числе и межзубные промежутки, должны быть гладкими. Это особенно важно в сложных конструкциях, где подходы при обработке отдельных участков особенно затруднены. Проверяют как снимается и накладывается про
тез, закругляют края восковых базисов и отправляют работу врачу для проверки конструкции протезов.
Врач самым внимательным образом обследует все детали, взаимоотношения элементов протеза с моделью, аналогичность этих взаимоотношений в полости рта. Недостатки, недоработки, пропущенные на данном этапе, в готовом протезе устранить будет сложно, а подчас и невозможно.
Техник устраняет неточности, отмеченные врачом при проверке конструкции протезов и готовит модель к загипсов- ке в кювету. Края восковых базисов по всему периметру приливают к модели кипящим воском. Расплавленным воском закрывают места вхождения дуги и кламмеров в базисы и отбивают модель от окклюдатора.
При обратном методе гипсовки в кювету, ошибочно используемом некоторыми техниками, каркас протеза оказывается приподнятым по отношению к слизистой полости рта с увеличением расстояния между дугой и слизистой. Это увеличение будет тем больше, чем толще пленка (грат) между двумя частями кюветы. Чтобы элементы каркаса сохранили положение, зафиксированное на предыдущих этапах, необходимо применить литьевое прессование, а при компрессионном методе воспользоваться комбинированным способом гипсовки.
Загипсовку начинают в контр кюветы. При этом дугу и кламмеры покрывают слоем гипса, плавно сглаживая все неровности. Произолировав первую порцию заливают вторую порцию гипса, а после ее затвердевания выплавляют воск. В основание кюветы переходят только искусственные зубы. Форму изолируют. Если протез изготавливают с предварительным покрытием опорных зубов коронками, их заполняют ватой, чтобы туда не попала пластмасса. Замену воска на пластмассу проводят по методике изготовления частичного съемного протеза. При обработке, шлифовке и полировке щадят полированные металлические детали. Дугу и кламмеры, потускневшие при полимеризации, полируют в последнюю очередь. Чтобы паста ГОИ не проникла между сплавом и пластмассой, эти участки предварительно заклеивают уз-
кими полосками лейкопластыря. Протез моют щеткой с мылом и передают врачу для наложения на челюсть.
Источник: Смирнов Б А.. Щербаков А. С., «Зуботехническое дело в стоматологии.» 2002
А так же в разделе « Глава 55. Изготовление бюгельного протеза простейшей конструкции »
- Глава 52. Общие сведения
- Глава 53. Основные и дополнительные элементы бю- гсльного протеза
- Другие среоспта фиксации бюгельиых протезов
- Глава 54. Аппараты, инструменты и приспособления, применяемые при изготовлении бюгелъных протезов
- Глава 56. Изготовление бюгельных протезов усложненных конструкций
- Глава 57. Починка бюгельных конструкций